FABOOL Laser Mini と FABOOL Laser CO2 の違いといえば、こちらの記事で紹介したように、レーザーの種類や、それにより加工できる素材が異なるということです。例えば FABOOL Laser CO2 では、アクリルやプラスチック、ガラスのような透明の素材を加工することができます。
この記事では、グラスへ刻印する際に発生する問題を、解決・回避する方法を探ります。
位置合わせ
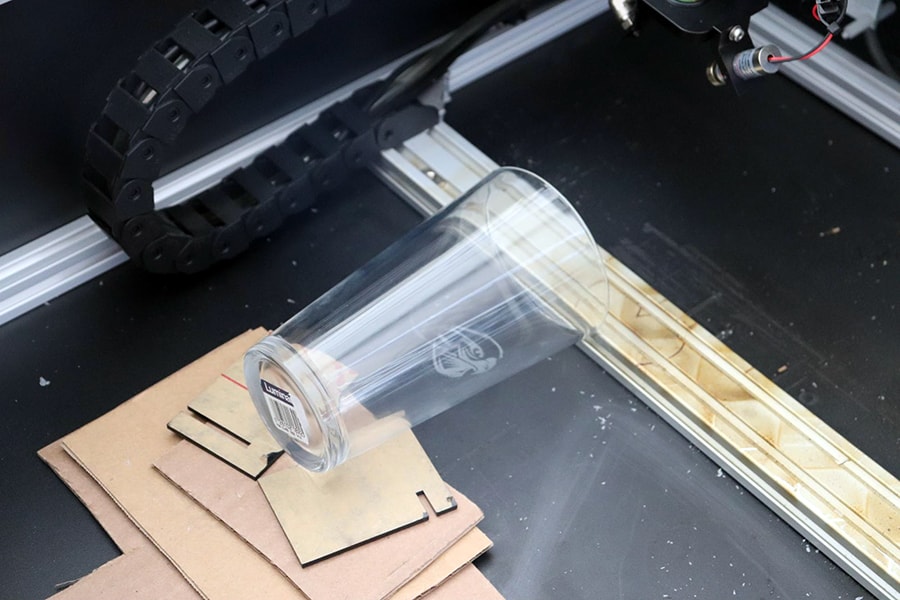
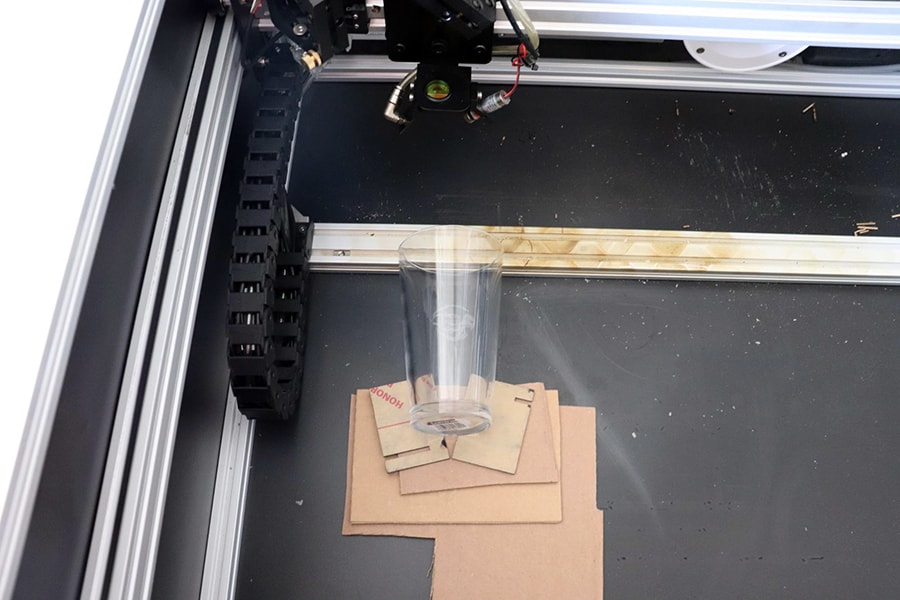
グラスを配置する簡単な方法の1つは、粘土やパテを使用することです。これにより、グラスをしっかりと固定し、焦点を均一に保ちながら高さを調整したり、グラスの傾斜を調整したりすることができます。また、粘土がない場合はテープを代用します。テープを使用する場合、必要な厚さに折り、グラスの下に置きます。

もしくは、段ボールを代わりに使用することもできます。
パラメーター
素材の位置合わせは重要ですが、パラメーターを正しく設定することもまた重要です。レーザーの出力が必要以上に高く、速度が遅すぎると、グラスが熱くなり過ぎて割れたり飛散したりする恐れがあります。もちろん、出力が低く、速度が速くなると、刻印は目立たなくなる可能性があります。
出力は15~20%、速度は3000~4000mm/min程度の設定から試してみましょう。
例1


スピード:3500mm/min
パワー:20%
加工回数:1回
例2

スピード:4500mm/min
パワー:20%
加工回数:1回
例3

スピード:300mm/min
パワー:100%
加工回数:1回
このように極端に高出力・低速の設定の場合、グラスが過熱して割れる可能性があります。
例4


スピード:50mm/min
パワー:100%
加工回数:1回
※何らかの理由で高出力の設定で加工する場合は、グラスに触れる前に数分間冷却を行ってください。加工直後はグラスが非常に高温になっている可能性があります。
最後に
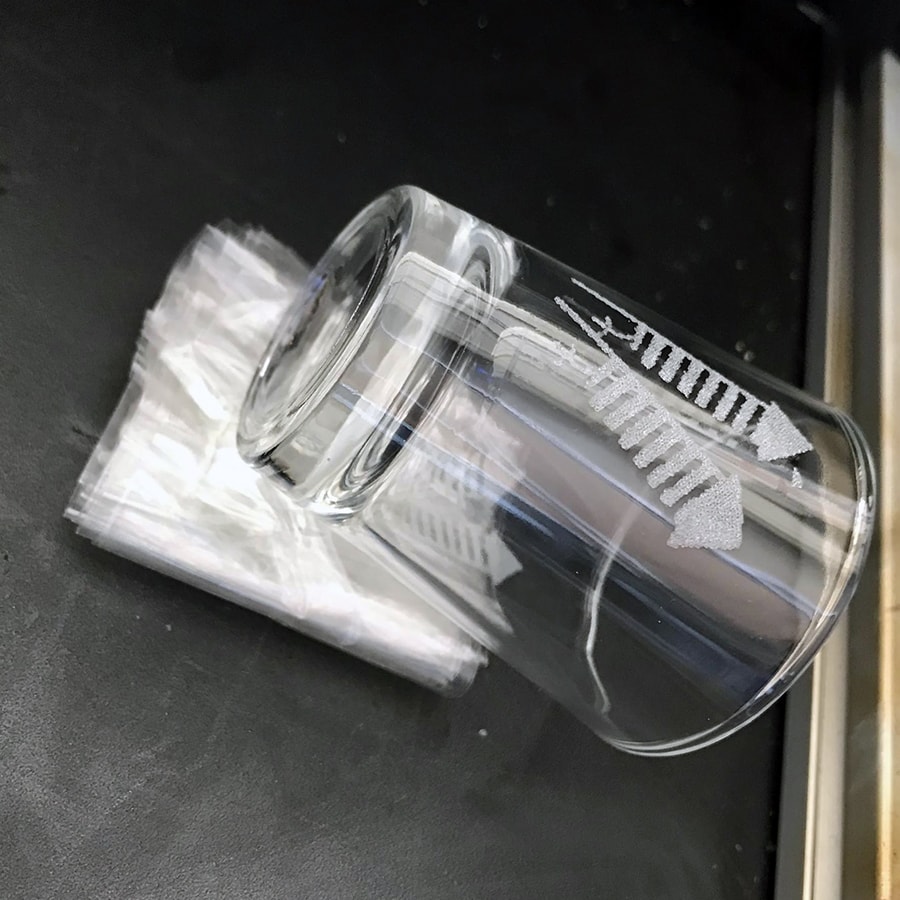
加工後は、細かいガラスの破片で指を傷つけてしまう可能性があるため、刻印した箇所に触れるときは注意が必要です。この破片は、刻印の上にテープを貼り付け、それを引き剥がすことで取り除くことができます。また、丸めた紙で刻印箇所を擦ることで、表面が少し滑らかになります。