それぞれの機種で素材を切断できる厚さの目安はありますが、素材の組成や密度、色などにより切断できる厚さは変わります。今回は、主要素材で切断の可否やパラメータの検証を行いました。
対象機種
検証素材
- MDF板 (1mm/2.5mm/5.5mm/9mm/12mm) 購入先: Amazon
- アクリル 不透明・黒 (2mm/3mm) ※Miniのみ 購入先: はざいや
- アクリル 透明 (3mm/5mm/8mm/10mm/12mm/15mm) ※CO2/DSのみ 購入先: はざいや
加工方法
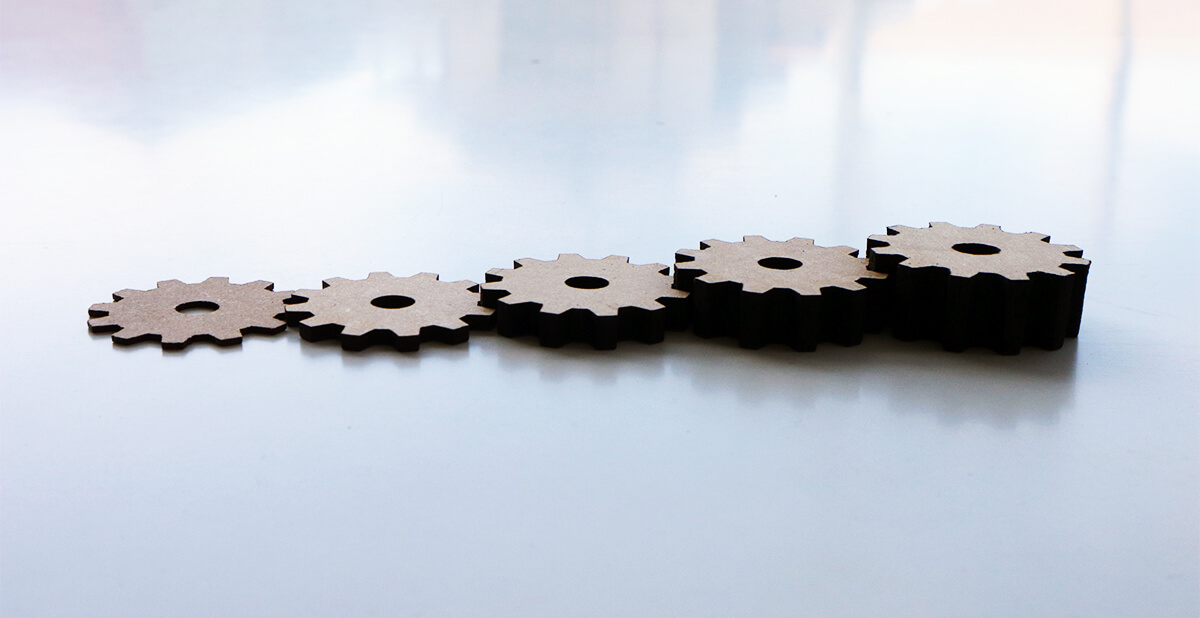
加工素材を少し浮かせた状態で加工を行います。加工データは35×35mmの歯車。加工中の脱落、もしくは軽く押した状態で脱落したものを切断できたと判断します。
同パラメーターで3回加工を行い、3回とも切れた場合のみ切断可能とします。2回もしくは1回の場合は切れていないと判断します。
速度は50刻みで足し引きを行い、最小値は100とします。
パワーは100で固定、繰り返し回数は10回を上限とします。
5mm以上の素材を加工するときは、焦点を素材の中心部に当てて加工します。(通常より綺麗かつ安定して切断できます。)
加工結果
FABOOL Laser Mini 1.6W
| 素材名 | 速度 | パワー | 回数 | 結果 |
|---|---|---|---|---|
| MDF板 1mm | 100 | 100 | 10 | 切断 |
| MDF板 2.5mm | 100 | 100 | 10 | NG※ |
| MDF板 5.5mm | 100 | 100 | 10 | NG |
| アクリル不透明黒 2mm | 200 | 100 | 10 | 切断 |
| アクリル不透明黒 3mm | 100 | 100 | 10 | NG※ |
※繰り返し回数の上限を10回にしたためNGとなっていますが、10回以上であれば切断可能でした
FABOOL Laser Mini 3.5W
| 素材名 | 速度 | パワー | 回数 | 結果 |
|---|---|---|---|---|
| MDF板 1mm | 300 | 100 | 7 | 切断 |
| MDF板 2.5mm | 300 | 100 | 10 | 切断 |
| MDF板 5.5mm | 100 | 100 | 10 | NG |
| アクリル不透明黒 2mm | 350 | 100 | 10 | 切断 |
| アクリル不透明黒 3mm | 200 | 100 | 10 | 切断 |
FABOOL Laser CO2
| 素材名 | 速度 | パワー | 回数 | 結果 |
|---|---|---|---|---|
| MDF板 1mm | 5000 | 100 | 1 | 切断 |
| MDF板 2.5mm | 900 | 100 | 1 | 切断 |
| 2300 | 100 | 2 | 切断 | |
| MDF板 5.5mm | 350 | 100 | 1 | 切断 |
| 700 | 100 | 2 | 切断 | |
| 1000 | 100 | 3 | 切断 | |
| MDF板 9mm ※ | 100 | 100 | 1 | NG |
| 450 | 100 | 2 | 切断 | |
| 700 | 100 | 3 | 切断 | |
| 800 | 100 | 4 | 切断 | |
| MDF板 12mm ※ | 100 | 100 | 1 | NG |
| 100 | 100 | 2 | NG | |
| 300 | 100 | 3 | NG | |
| 350 | 100 | 4 | 切断 | |
| 550 | 100 | 5 | 切断 | |
| アクリル透明 3mm | 600 | 100 | 1 | 切断 |
| 1100 | 100 | 2 | 切断 | |
| アクリル透明 5mm | 350 | 100 | 1 | 切断 |
| 600 | 100 | 2 | 切断 | |
| アクリル透明 8mm | 150 | 100 | 1 | 切断 |
| 400 | 100 | 2 | 切断 | |
| 500 | 100 | 3 | 切断 | |
| 600 | 100 | 4 | 切断 | |
| アクリル透明 10mm | 100 | 100 | 1 | 切断 |
| 250 | 100 | 2 | 切断 | |
| 300 | 100 | 3 | 切断 | |
| 500 | 100 | 4 | 切断 | |
| 600 | 100 | 5 | 切断 | |
| アクリル透明 13mm | 100 | 100 | 1 | NG |
| 200 | 100 | 2 | 切断 | |
| 300 | 100 | 3 | 切断 | |
| 350 | 100 | 4 | 切断 | |
| 450 | 100 | 5 | 切断 | |
| 500 | 100 | 6 | 切断 | |
| アクリル透明 15mm | 100 | 100 | 1 | NG |
| 100 | 100 | 2 | 切断 | |
| 200 | 100 | 3 | 切断 | |
| 250 | 100 | 4 | 切断 | |
| 350 | 100 | 5 | 切断 | |
| 400 | 100 | 6 | NG | |
| 450 | 100 | 7 | NG |
※MDFの9mm以降は速度300F以下では焦げすぎるため、切断自体はできるものの結果はNGとしました
FABOOL Laser DS
| 素材名 | 速度 | パワー | 回数 | 結果 |
|---|---|---|---|---|
| MDF板 1mm | 5000 | 100 | 1 | 切断 |
| MDF板 2.5mm | 1600 | 100 | 1 | 切断 |
| 3600 | 100 | 2 | 切断 | |
| MDF板 5.5mm | 700 | 100 | 1 | 切断 |
| 1200 | 100 | 2 | 切断 | |
| 1600 | 100 | 3 | 切断 | |
| MDF板 9mm | 500 | 100 | 1 | 切断 |
| 800 | 100 | 2 | 切断 | |
| 1100 | 100 | 3 | 切断 | |
| 1400 | 100 | 4 | 切断 | |
| MDF板 12mm | 300 | 100 | 1 | 切断 |
| 500 | 100 | 2 | 切断 | |
| 600 | 100 | 3 | 切断 | |
| 800 | 100 | 4 | 切断 | |
| 900 | 100 | 5 | 切断 | |
| アクリル透明 3mm | 1100 | 100 | 1 | 切断 |
| 2200 | 100 | 2 | 切断 | |
| アクリル透明 5mm | 500 | 100 | 1 | 切断 |
| 1000 | 100 | 2 | 切断 | |
| アクリル透明 8mm | 300 | 100 | 1 | 切断 |
| 700 | 100 | 2 | 切断 | |
| 1100 | 100 | 3 | 切断 | |
| 1300 | 100 | 4 | 切断 | |
| アクリル透明 10mm | 250 | 100 | 1 | 切断 |
| 500 | 100 | 2 | 切断 | |
| 750 | 100 | 3 | 切断 | |
| 1000 | 100 | 4 | 切断 | |
| 1150 | 100 | 5 | 切断 | |
| アクリル透明 13mm | 150 | 100 | 1 | 切断 |
| 300 | 100 | 2 | 切断 | |
| 500 | 100 | 3 | 切断 | |
| 700 | 100 | 4 | 切断 | |
| 950 | 100 | 5 | 切断 | |
| 1000 | 100 | 6 | 切断 | |
| アクリル透明 15mm | 100 | 100 | 1 | 切断 |
| 250 | 100 | 2 | 切断 | |
| 450 | 100 | 3 | 切断 | |
| 600 | 100 | 4 | 切断 | |
| 700 | 100 | 5 | 切断 | |
| 800 | 100 | 6 | 切断 | |
| 850 | 100 | 7 | 切断 |

まとめ
素材の性質について
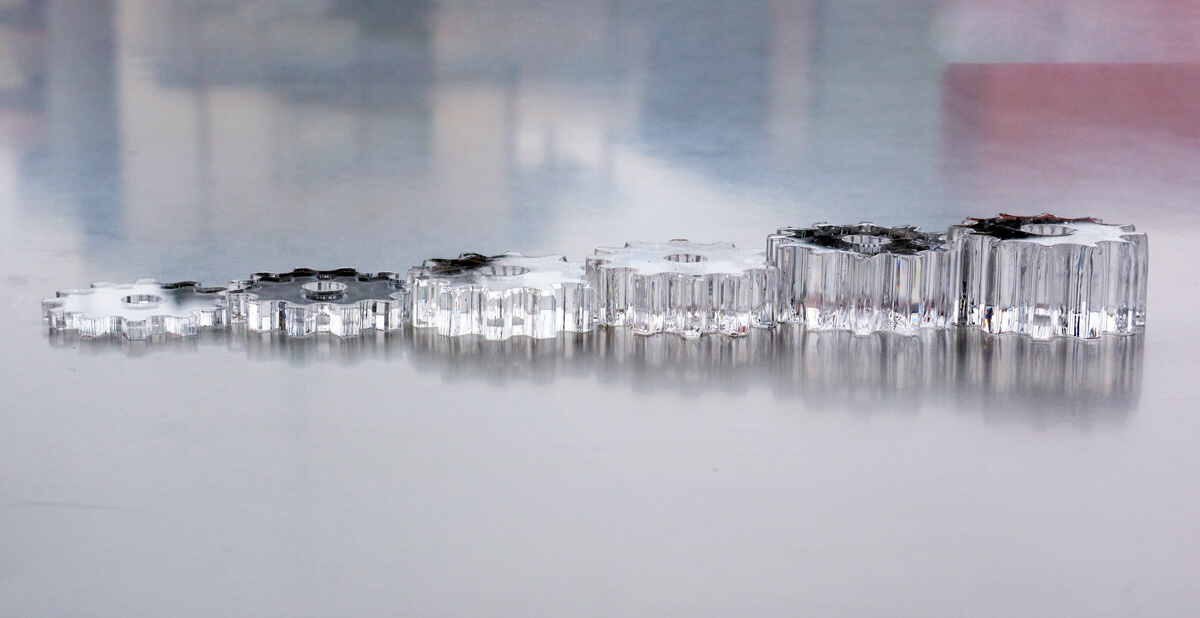
アクリルは繰り返し回数を増やすのではなく、一度の火力を増やしたり速度を落としたりすると、表面が溶けて滑らかになるため、より綺麗に切断できます。ただし、溶けた分、サイズは若干小さくなります。
アクリルには「押出板」と「キャスト板」があります。今回は全て押出板を使用しましたが、キャスト板の方が加工に適しています。
MDF板などの木材の場合、火力を上げてしまうと焦げ幅が広くなってしまいます。速度を上げ、繰り返し回数を増やす方が有効です。
また、MDF板は種類により組成が異なるため、同一の結果にならない場合がございます。
加工機の性質について
Miniはパワーなりの切断になっています。
CO2/DSは厚くなるほどパラメーターが変わらない箇所が出てきますが、これは焦点距離が変わらないことが理由と思われます。
今回は検証のためパワーを100で統一しましたが、場合によってはパワーを落とし、スピードを遅くしたり繰り返し回数を増やしたほうが良い時もあります。
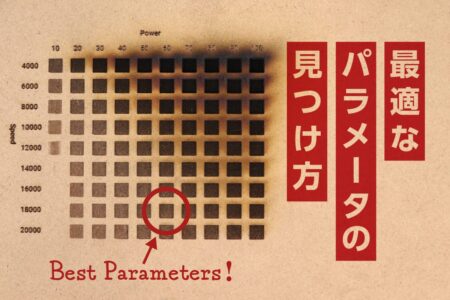
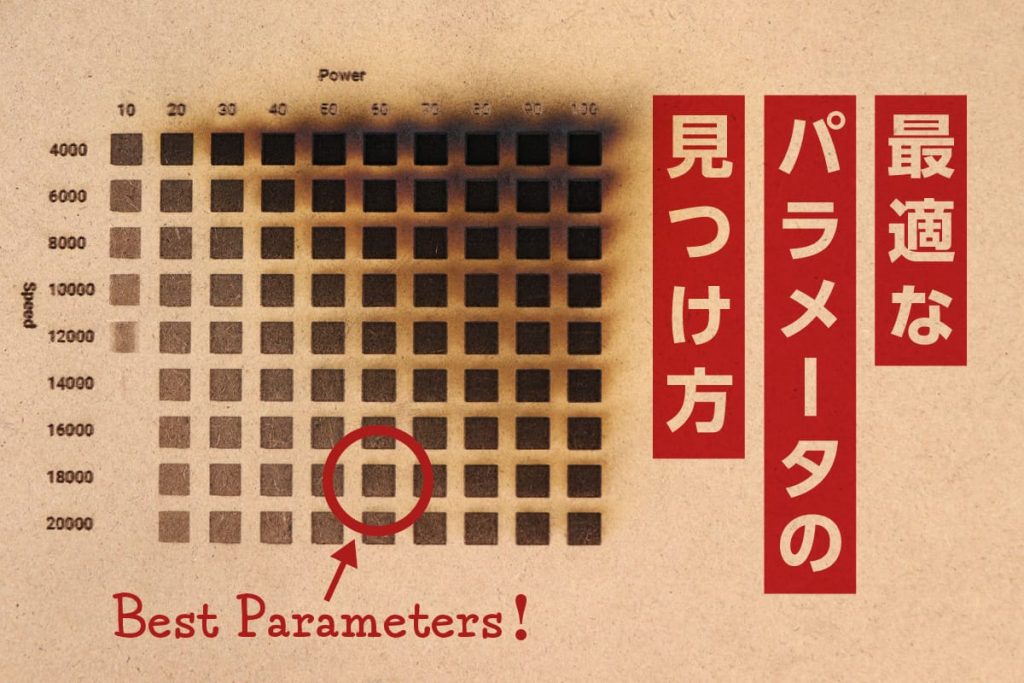
今回の検証を参考に、自分なりの適切なパラメータを探ってみてください。