
レーザーマーキングは、部品そのものに直接文字や記号を刻む加工です。ラベルや印字と違って剥がれにくく、識別表示やトレーサビリティの手段として製造現場で活用されています。
本記事では、アルミ製のカップリング(軸継手)の外径に、キー溝の等級を示す識別記号を刻印したお試し加工の事例をご紹介します。円筒形状(丸物)の部品に小さな文字を刻印した際の加工条件・加工時間・仕上がりに加え、1文字のマーキングで回転軸(ロータリー)が必要になるかどうかも、本事例をもとに整理します。
加工事例の概要
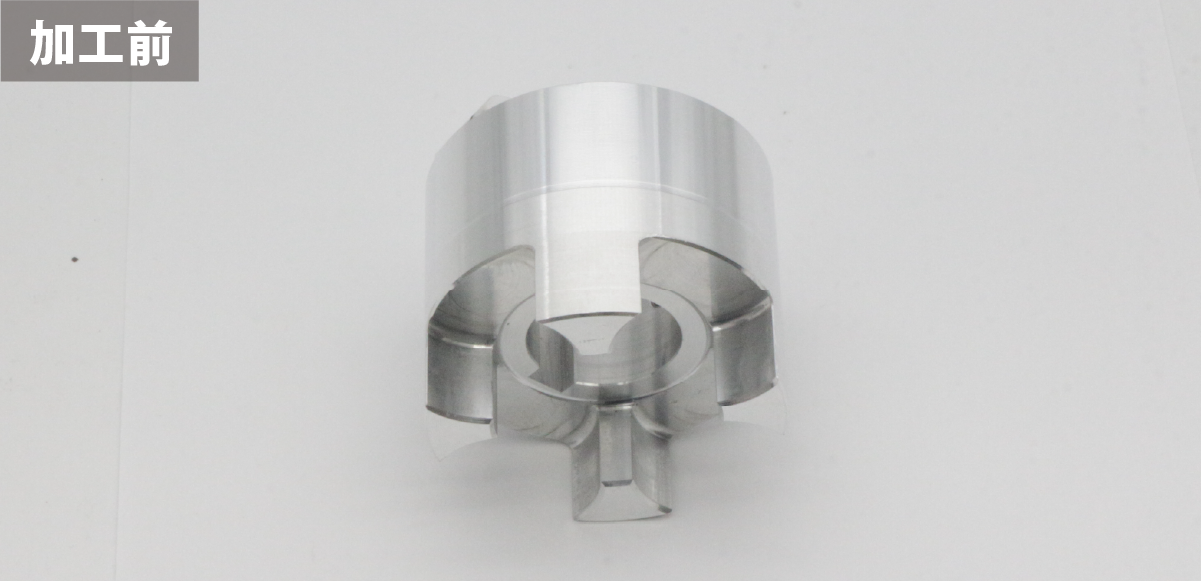
今回ご相談をいただいたのは、産業用カップリング(軸継手)を製造するメーカーのお客様です。海外で生産していた製品を国内生産に切り替えるにあたり、部品への刻印に使うレーザーマーカーを新たに選定したい、というご相談でした。
刻印したいのは、カップリングのキー溝加工時の等級を示す識別記号です。「H」「J」「N」のいずれか1文字を、外径側に入れるという内容でした。素材はアルミ(A2014系)で、今回のお試し加工には外径φ65の試作ワークをご送付いただいています。実際の量産では、外径φ14〜φ105と幅のあるワークが対象として想定されています。
実物でどのような仕上がりになるかを確認したい、とのことから、当社のお試し加工サービスをご利用いただきました。
加工前の検討事項:円筒形状(丸物)への1文字マーキングと回転軸の要否
円筒形状の部品の側面(外径側)にマーキングする場合、平面と違って加工面がカーブしています。そのため、文字を入れる範囲が広がるほど、レーザーの焦点が合う位置からずれていきます。これを避けるため、丸物への加工では一般的に、素材を回転させながら加工するロータリー(回転軸)を併用するのが基本です。
一方で、刻印する内容が1文字程度で加工範囲が狭い場合は、焦点のずれが小さく収まるため、回転軸を使わずに加工できるケースが多くあります。目安として、加工範囲内での焦点のずれが±0.5mm前後に収まる場合は、回転軸が不要になることが多いです。
今回は刻印が1文字と少なく、加工範囲も狭いことから、回転軸を使わなくても問題なく加工できると判断し、ロータリーは使用していません。丸物への刻印を検討する際は、「何文字を、どのくらいの範囲に入れるか」が、回転軸の要否を判断する一つの目安になります。
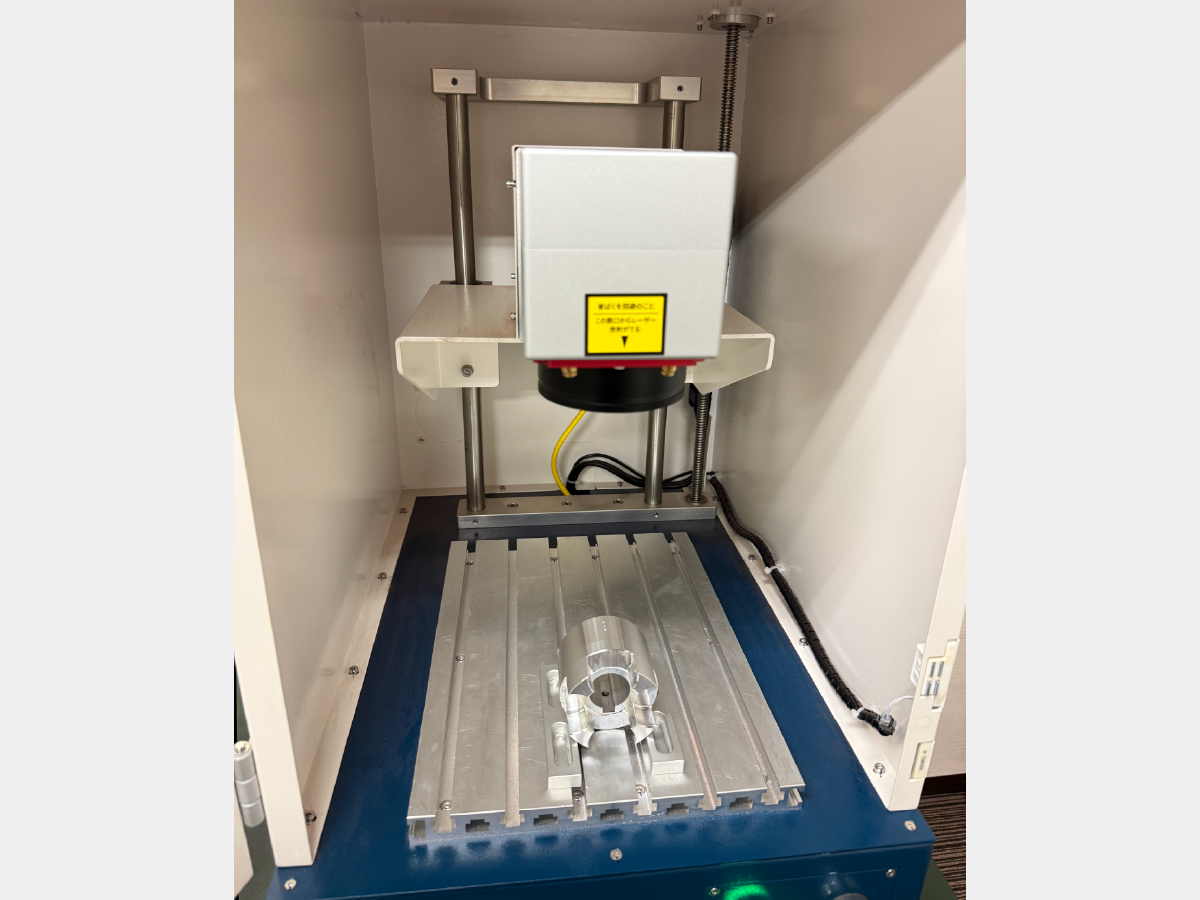
なお今回は、お客様の作業安全基準として、レーザーが外部に漏れないカバー付きの設備が望ましいとのご要望があり、カバーを備えた機種を使用しています。
加工条件
今回のお試し加工の条件を整理します。
使用装置
使用機種:LM110F(ファイバーレーザーマーカー 20W、加工エリア110×110mm)
ファイバーレーザーは、金属への刻印に広く用いられる方式で、今回のアルミへのマーキングにも適しています。
加工データと加工パラメータ
刻印する文字は、ソフトウェア上でフォント「MSゴシック」を使って作成しました。文字の高さは2mm・3mm・4mm・5mmの4種類を試し、それぞれの仕上がりを確認しています。なお、ここでいう文字高さは、刻印する文字そのものの高さを指します。
加工時のパラメータは以下のとおりです。
| パラメータ | 設定値 |
|---|---|
| 速度 | 500mm/sec |
| パワー | 50% |
| ハッチング | 0.05mm |
| 回数 | 1回 |
レーザーマーカーでは、これらのパラメータを素材や狙う仕上がりに合わせて調整します。速度はレーザー照射点が移動する速さ(速いほど薄く、遅いほど濃くなる傾向)、パワーはレーザーの強度(高いほど濃くなる傾向)、ハッチングは塗りつぶしに使う平行線の間隔、回数は同じ箇所を繰り返し加工する回数を表します。
加工時間
文字高さごとの加工時間は以下のとおりです。
| 文字高さ | 加工時間 |
|---|---|
| 2mm | 約1秒以下 |
| 3mm | 約1秒以下 |
| 4mm | 約1.1秒 |
| 5mm | 約1.6秒 |
1文字あたり数秒以内で刻印が完了しています。文字が大きくなるほど塗りつぶす面積が増えるため、加工時間もわずかに長くなります。
加工の様子
実際に、アルミ製カップリングへ刻印している様子です。ヘッド内部のミラーが高速で動き、短時間で文字を刻んでいきます。
加工結果と仕上がり
加工後の仕上がりです。アルミへの刻印は白っぽいグレーになりますが、視認性に問題はありませんでした。文字高さ2mmの小さな文字でも、つぶれることなく綺麗に刻印できています。

文字高さは2mm・3mm・4mm・5mmの4種類を加工しました。下の比較画像のとおり、いずれのサイズでも識別記号(H/J/N)がはっきりと読み取れる仕上がりです。刻印する文字をどのサイズにするか検討する際の参考になります。

円筒形状の部品ならではの注意点として、素材が加工中に転がりやすい点があります。安定して加工するには、素材を固定する治具を用意しておくと安心です。
加工を踏まえた所見
今回のお試し加工から、次のことが確認できました。
- アルミ(A2014系)への刻印は白っぽいグレーの仕上がりになりますが、識別記号としての視認性は十分に確保できます。
- 刻印が1文字で加工範囲が狭ければ、円筒形状の部品でも回転軸を使わずに、1文字あたり数秒以内で刻印できます。
- 円筒形状の部品は加工中に転がりやすいため、素材を固定する治具を用意しておくことが、安定した加工のポイントになります。
ファイバーレーザーマーカーは金属への刻印を得意とする方式です。種類や特徴についてはレーザーマーカーの種類|ファイバー・CO2・UVレーザーの特徴で解説しています。
なお、本事例のお客様は、お試し加工の結果をご確認のうえ、使用した機種の再見積もりとフットスイッチの追加について、続けてご相談をいただきました。
まとめ
アルミ製カップリングへのレーザーマーキング事例として、円筒形状の部品の外径に、キー溝の等級を示す識別記号を刻印した結果をご紹介しました。
刻印が1文字であれば、回転軸を使わずに短時間で加工でき、文字高さ2mmの小さな文字も綺麗に刻印できます。アルミへの刻印は白っぽいグレーになりますが、識別記号としての視認性は問題ありません。円筒形状の部品を加工する際は、素材を固定する治具を用意しておくと、安定した加工につながります。