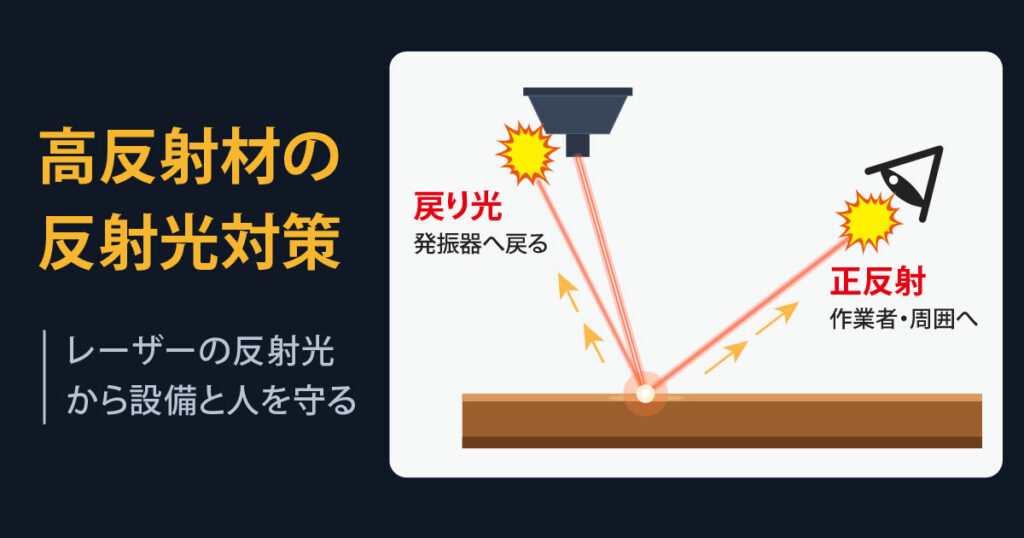
銅やアルミ、真鍮といった「高反射材」をレーザーで加工したいものの、「反射した光で加工機が壊れないか」「作業者は安全なのか」と不安を感じている方は少なくありません。高反射材は、当てたレーザー光の大半を反射してしまうため、その反射光が設備と人の両方にリスクをもたらします。
本記事では、高反射材がなぜ反射光トラブルを起こすのかという原理から、戻り光から設備を守る方法、反射・散乱光から作業者を守る安全対策、そして安全に加工するための機種選定のポイントまでを、順を追って解説します。
この記事でわかること
高反射材とは ── なぜレーザー加工で反射光が問題になるのか
高反射材とは、照射されたレーザー光の多くを吸収せずに反射してしまう材料のことです。レーザー加工は「光のエネルギーを材料に吸収させ、その熱で溶かす・蒸発させる」ことで成り立っています。ところが反射率が高い材料では、当てた光のエネルギーが材料の内部に入らず、跳ね返ってしまいます。これが、加工そのものを難しくし、後述する反射光のリスクを生む根本的な原因です。
高反射材の代表例と反射率(銅・アルミ・真鍮・金・銀)
レーザー加工で特に高反射材として扱われるのは、銅・アルミニウム・真鍮・金・銀などです。これらはいずれも金属の中でも反射率が高く、ファイバーレーザーが用いる近赤外(波長およそ1064〜1080nm)の光に対して、おおむね次のような反射率を示します。
- 銅:約95%以上を反射(吸収はわずか数%程度)
- アルミニウム:約90%以上を反射
- 真鍮(銅・亜鉛の合金):おおむね85〜90%を反射(組成により変動)
- 金・銀:銅と同等か、それ以上に高い反射率
銅は電気や熱をよく通すため配線・端子・熱交換部品などに、アルミは軽さと耐食性から構造部品や筐体に、それぞれ幅広く使われています。これらをレーザーで溶接・切断・マーキングしたいという需要は多い一方で、高い反射率が加工のハードルになります。
つまり銅やアルミは、近赤外のレーザーを当てても、その大半が反射されてしまうということです。光沢のある金属面が、鏡のように光を跳ね返す様子を思い浮かべるとイメージしやすいかもしれません。白い服が光を反射してまぶしく、黒い服が光を吸収して熱くなるのと同じで、素材の性質によって、光を「跳ね返すか」「受け取るか」が決まります。
反射率は波長で変わる ── ファイバーレーザーで反射が顕著になる理由
重要なのは、同じ金属でも、当てる光の波長によって反射率(裏を返せば吸収率)が大きく変わるという点です。一般に、波長が短いほど金属の吸収率は高くなります。
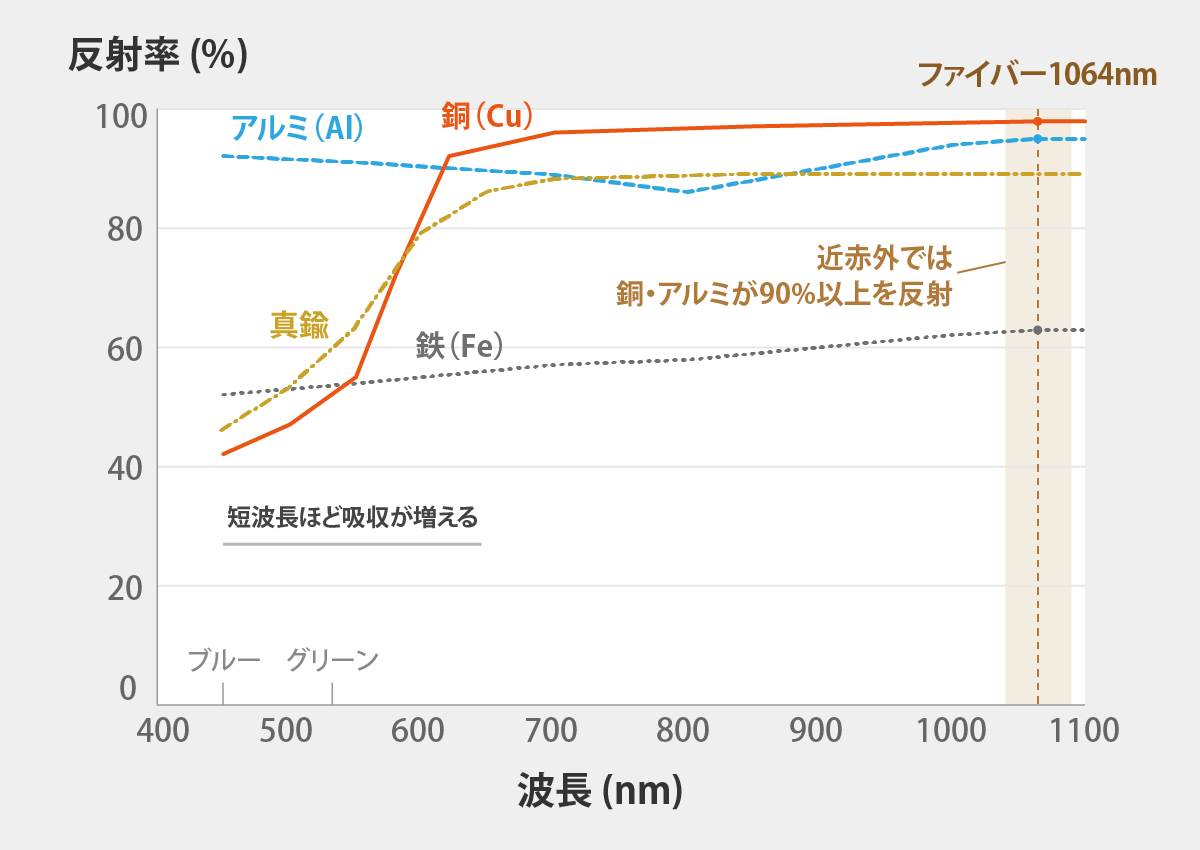
たとえば銅の場合、近赤外(約1064nm)での吸収率はおよそ数%にとどまりますが、波長の短いブルー(450nm前後)のレーザーでは吸収率が60%以上まで上がるという報告もあります。グリーン(532nm)やブルーといった短波長のレーザーが銅の加工に有利とされるのは、このためです。ただし、金属加工で広く普及しているのは近赤外のファイバーレーザーであり、本記事でも近赤外のレーザーで高反射材を扱う前提で解説を進めます。レーザー加工機の種類ごとの違いについては、レーザー加工機の種類と選び方もあわせて参考になります。
もう一つ知っておきたいのが、温度による変化です。金属の反射率は常温では高くても、レーザーで加熱されて表面が溶け始めると、吸収率が急に上がる性質があります。アルミの場合、常温での吸収率は1割に満たないものの、400〜600℃程度に加熱されると15〜25%程度まで上がるとされます。レーザー加工で高反射材を扱うとき、加工の「入り口」(最初に溶かし始める段階)が最も難しいのは、このためです。
金属がなぜ近赤外の光を反射するのか、その仕組みをさらに詳しく知りたい場合は、レーザークリーナーが母材を傷つけずに錆を除去できる理由も参考になります。
高反射材の反射光がもたらす2つのリスク
高反射材を加工する際に注意すべき反射光のリスクは、大きく2つに分けて考えると整理しやすくなります。一つは「設備(加工機)へのリスク」、もう一つは「作業者(人)へのリスク」です。
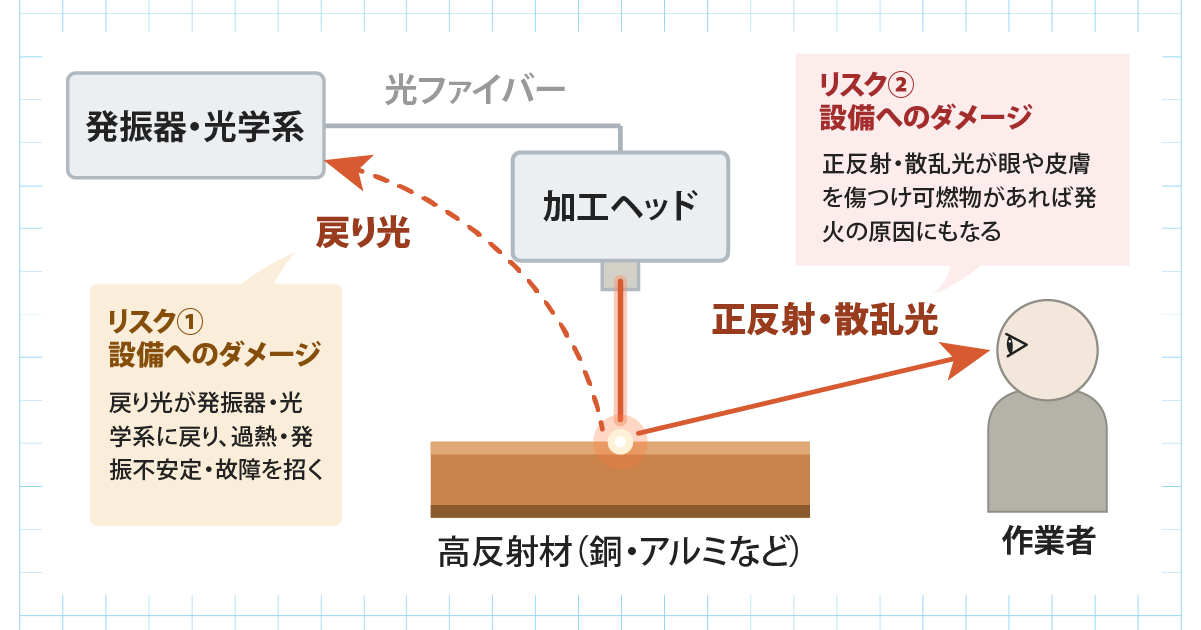
リスク①:戻り光による加工機(発振器・光学系)へのダメージ
1つ目は、反射光が加工機の内部に戻ってしまうリスクです。材料表面で反射した光の一部は、レーザーが出てきた経路を逆向きにたどり、加工ヘッド → 光ファイバー → レーザー発振器(光を生み出す心臓部)へと戻っていきます。この逆戻りする光を「戻り光(バックリフレクション)」と呼びます。
戻り光が発振器の内部に達すると、発振が不安定になったり、ファイバーや光学部品が過熱・損傷したりすることがあります。最悪の場合は、発振器そのものが故障します。損傷しやすいのは、光ファイバーの結合部(コンバイナ)やアイソレータ、増幅用のファイバーといった内部部品です。発振器の修理や交換には時間と費用がかかり、生産が止まるリスクにもつながります。このリスクは、出力が高いほど(反射して戻るエネルギーも大きくなるため)深刻になります。
特に注意が必要なのが、切断で板を貫通させる前の「ピアッシング(穴あけ)」の瞬間や、溶接で溶融池ができる前の照射開始直後です。材料が溶けて光を受け取り始める前は、当てた光の大半がそのまま跳ね返るため、戻り光が最も強くなります。
リスク②:正反射・散乱光による作業者への危険
2つ目は、反射した高出力のレーザー光が、作業者や周囲に向かうリスクです。レーザー加工に使われる高出力レーザーは、国際規格上「クラス4」(最も危険度の高い区分)に分類されます。クラス4のレーザーは、直接ビームだけでなく、反射光によっても眼や皮膚に重大な傷害を与え、可燃物があれば発火の原因にもなります。
高反射材では、当てた光の大半が反射されるため、この反射光が特に強くなります。しかも、近赤外のレーザー光は目に見えないため、人は反射光が向かってきても気づけず、まばたきなどの防御反応も起こりません。見えない高出力の光が、予期しない方向に跳ね返る。これが、高反射材を扱ううえで最も注意すべき点です。
とはいえ、これらのリスクは、正しく対策すれば管理できます。実際に銅やアルミは、適切な保護機能を備えた設備と加工条件のもとで、溶接・切断・マーキングに用いられています。次章からは、設備と作業者それぞれを守る具体的な対策を見ていきます。
設備を守る対策 ── 戻り光から発振器・光学系を守る
ここからは、リスク①の戻り光から加工機を守る具体的な対策を見ていきます。対策は「戻り光を機械側で遮断・検知する」「光路を工夫して戻り光を逃がす」「そもそも反射を減らす」の3つの方向に整理できます。
戻り光アイソレータ・戻り光検知/出力制御による保護
最も基本となるのは、加工機自身に組み込まれた戻り光対策の機能です。代表的なものに、次の2つの考え方があります。
一つは、戻り光アイソレータ(光アイソレータ)です。これは光を一方向にだけ通し、逆向きに戻ってくる光を遮断する部品で、ファラデー効果という現象を利用しています。発振器と加工ヘッドの間に置くことで、戻り光が発振器に達する前にブロックします。ハードウェアで物理的に戻り光を処理するため、高反射材を連続して加工しやすいのが特長です。
もう一つは、戻り光を検知して出力を制御する仕組みです。センサーで戻り光の強さを常時監視し、しきい値を超えたら自動で出力を下げる、またはレーザーを停止します。発振器を保護できる一方で、加工の途中で出力が絞られたり停止したりすると、加工が中断されることがあります。
実際の高反射材対応機では、これらを組み合わせ、戻り光を多段階で処理する設計が採られています。高反射材の加工を検討する際は、こうした戻り光保護の機能を備えているかどうかが、重要な確認ポイントになります。
加工ヘッドに入射角をつけて正反射を光路から逃がす
機械側の機能に加えて、加工の当て方を工夫する方法もあります。古くから使われてきたのが、加工ヘッドをワークに対してわずかに傾け、入射角をつける方法です。
レーザーを材料の真上から垂直に当てると、正反射した光がそのまま入射経路を逆戻りし、戻り光になりやすくなります。ヘッドを数度傾けて当てると、正反射光は入射してきた経路からずれた方向へ反射するため、発振器へ戻りにくくなります。
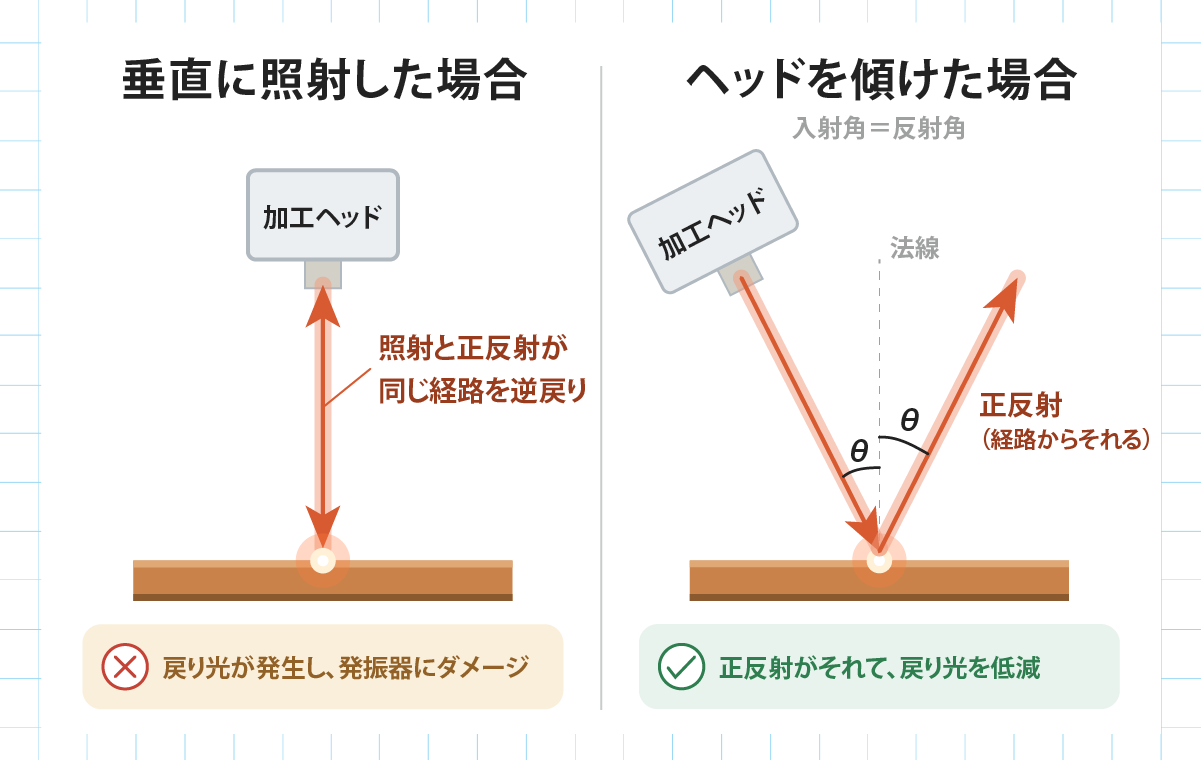
ただし、傾けすぎると加工品質に影響が出ることもあり、また機械側の戻り光保護が不十分な場合は、角度調整だけでは守りきれません。あくまで、機械側の保護機能と組み合わせて使う補助的な手段と考えるのが現実的です。
加工条件・前処理で反射そのものを抑える
戻り光も作業者への反射も、その原因は「表面で反射する光が多い」ことにあります。そこで、反射そのものを減らす工夫も有効です。
一つは、材料表面の状態を変えることです。研磨された光沢面は反射率が高い一方、粗面化したり、薄い酸化皮膜があったりする表面は吸収率が上がります。実際に、表面へ軽い酸化処理を施して吸収率を高める手法や、専用の反射防止剤(吸収を助ける塗布剤)を使う方法もあります。鋼材でも、ミルスケール(酸化皮膜)のある黒皮材のほうが、きれいな冷間圧延材よりレーザー光を吸収しやすいことが知られています。
もう一つは、加工条件の工夫です。たとえば溶接では、ビームを小さく振動させながら進める「ウォブリング(ビーム揺動)」によって、溶融池を安定させ、反射の影響を抑える手法が用いられます。前述のとおり、いったん材料が溶け始めれば吸収率は上がるため、加工の入り口をいかにスムーズに通過させるかが鍵になります。出力をいきなり最大にせず、徐々に立ち上げる(パワーランプ)ことで、戻り光のピークを抑えながら加工を始める方法もあります。なお、切断における仕上がりの品質は、ドロス(切断面に付着する溶融金属)への対策とも関わります。あわせて検討する場合は、ファイバーレーザー切断のドロス対策も参考にしてください。
作業者を守る対策 ── 正反射・散乱光から人を守る
設備の保護と並んで欠かせないのが、作業者の安全対策です。高反射材では反射光が強くなるため、ここは特に丁寧に設計する必要があります。
鏡面反射(正反射)がなぜ特に危険なのか
反射には、大きく分けて「鏡面反射(正反射)」と「拡散反射」の2種類があります。
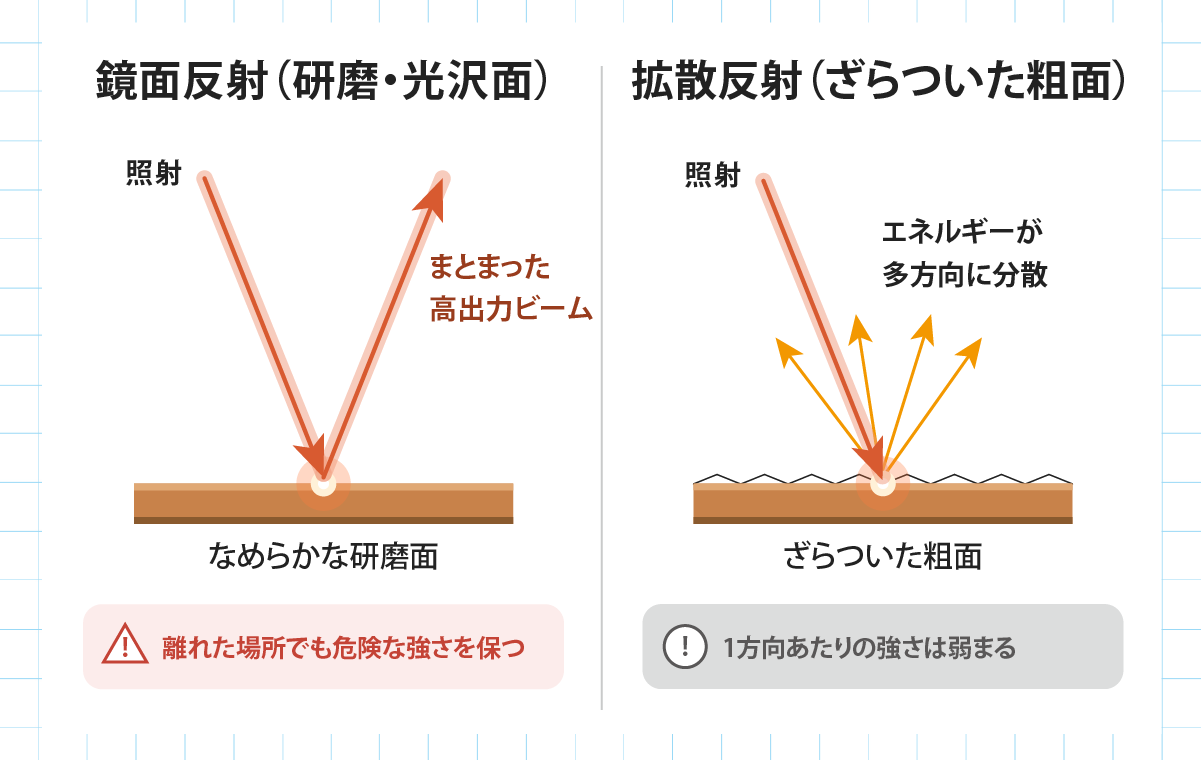
拡散反射は、ざらついた表面で光がさまざまな方向へ散らばる反射です。光のエネルギーが分散するため、一方向あたりの強さは弱まります。一方、鏡面反射は、鏡や研磨面のようになめらかな表面で起こる反射で、光がまとまった束のまま、一定の方向へ跳ね返ります。
高反射材は、研磨されて光沢があることが多く、鏡面反射が起こりやすい材料です。鏡面反射では、当てた高出力ビームがほとんど弱まらずにまとまって反射するため、離れた場所でも危険な強さを保ったまま飛んでいきます。研磨された高反射材が特に危険とされるのは、この「まとまった高出力ビームが、思わぬ方向へ飛ぶ」性質によるものです。
加工エリアの遮蔽・筐体化とビームダンパー
反射光から人を守るうえで最も確実なのは、加工エリアそのものを囲い、レーザー光を外に漏らさないことです。加工部を遮光性のある筐体やカバーで囲い、内部にインターロック(扉を開けるとレーザーが止まる仕組み)を備えれば、作業者がレーザー光に触れる経路を物理的に断てます。十分に遮蔽された装置は、規格上「クラス1」(安全に使用できる区分)として扱えます。
筐体化が難しい場合でも、光路の終端にビームダンパー(ビームを安全に受け止めて吸収する部品)を設けて、反射光や透過光が外へ抜けないようにします。反射光が当たる範囲には、光を反射しにくいマットな素材の遮蔽板を配置することも有効です。
安全対策は、まず囲い込みなどの設備側の対策で危険源そのものを断ち、保護メガネはそれを補う最後の備えと位置づけるのが基本です。
波長に適合したレーザー保護メガネ
囲いの中に入って作業する場合や、開放的なレイアウトで運用する場合には、作業者がレーザー保護メガネを着用します。ここで注意したいのは、保護メガネは使用するレーザーの波長に合ったものを選ぶ必要があるという点です。近赤外(1064〜1080nm)用のメガネが、波長の異なるレーザーを十分に減衰できるとは限りません。
保護メガネには、どの波長の光をどれだけ減衰できるかを示す「OD値(光学濃度)」が定められています。使用するレーザーの波長と出力に対して、十分なOD値を持つメガネを選ぶことが大切です。
管理区域の設け方やOD値の具体的な選び方、関連する法令上の取り扱いについては、レーザー溶接機の管理区域の設け方で詳しく解説しています。あわせて、保護メガネをはじめとする安全対策については、レーザー保護具・安全対策のページも参考になります。
高反射材を安全に加工するための機種選定・運用のポイント
ここまで見てきた対策は、「設備対策」「加工条件」「安全管理」の3つの層に整理できます。高反射材を安全に、かつ安定して加工するには、この3層を切り離さず、一体で考えることが大切です。
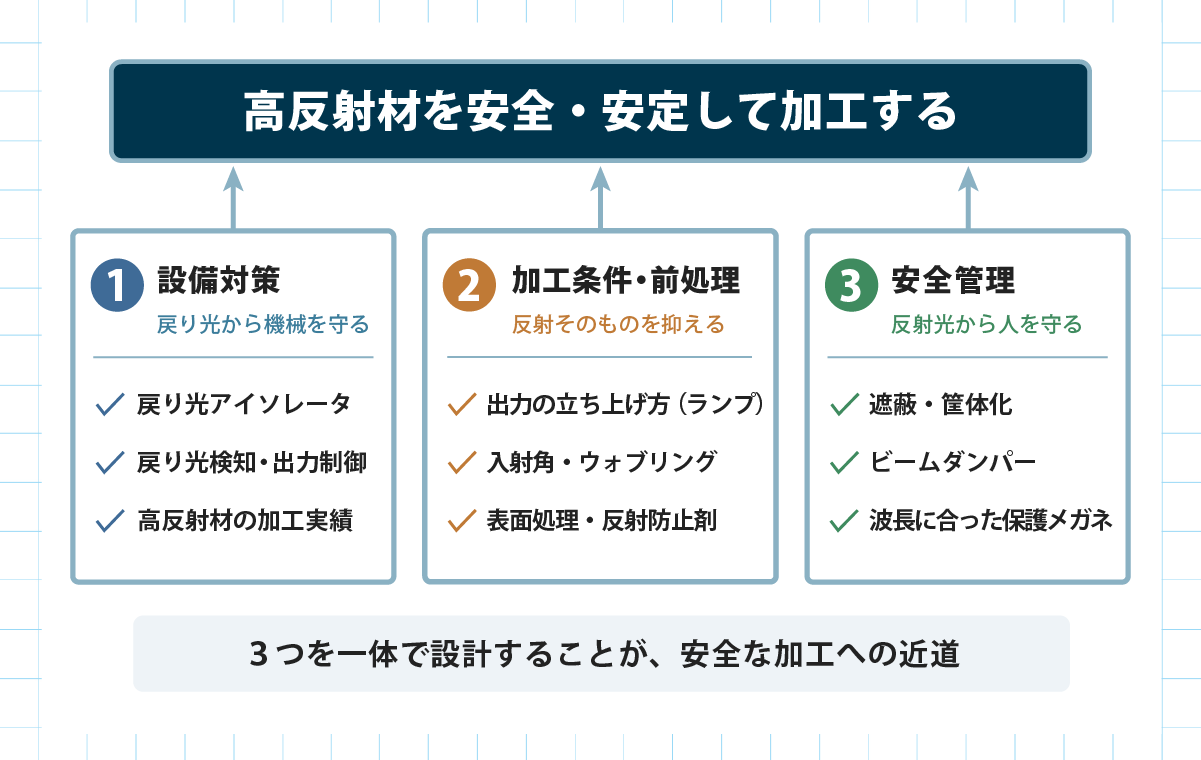
- 設備対策:戻り光から発振器を守る保護機能(アイソレータや戻り光検知・出力制御など)を備えているか
- 加工条件:高反射材に合わせた条件設定(出力の立ち上げ方、入射角、ウォブリングなど)や前処理ができるか
- 安全管理:遮蔽・筐体化、ビームダンパー、波長に適合した保護メガネなど、反射光から人を守る体制が整っているか
機種を検討する段階では、特に「戻り光保護の機能があるか」「高反射材の加工実績があるか」を確認しておくと安心です。高反射材は加工難度が高い分、設備の保護性能と、適切な条件を設定できるかどうかが、加工の安定性を大きく左右します。
まとめ
高反射材のレーザー加工で生じる反射光のリスクは、「戻り光から設備(発振器)を守る」ことと、「正反射・散乱光から作業者を守る」ことの、2つに整理できます。
設備側では、戻り光アイソレータや戻り光検知・出力制御といった保護機能を基本に、ヘッドの傾けや前処理で反射そのものを抑える工夫を組み合わせます。作業者側では、加工エリアの遮蔽・筐体化が最も確実で、保護メガネは波長に合ったものを選ぶことが欠かせません。
高反射材は、研磨面での鏡面反射により、見えない高出力ビームが思わぬ方向へ跳ね返る点が特に危険です。設備・加工条件・安全管理の3層を一体で設計することが、高反射材を安全に加工するための近道といえます。