
| 会社名 | 株式会社メタルエンジニア |
|---|---|
| 住所 | 富山県富山市婦中町千里1848 |
| Webサイト | https://metal-engineer.jp/ |
| 業種 | ステンレス製品製造・加工業 |
| 事業内容 | 業務用厨房フード・金属部品製造 |
| 従業員数 | 15名 |
| 導入機種 | FLC1500(レーザー切断機) / SLW700(レーザー溶接機) |
- 加工の一部を協力会社に外注しておりコストと時間がかかっていた
- TIG溶接による歪みが大きいことがネックだった
- タレパンによる厚物加工で金型跡の段差が発生していた
- 内製化により月約15万円の外注費削減・作業時間2日短縮
- 溶接時間が20分から5分へ短縮し歪みも大きく軽減
- 切断面に段差がなくなり後処理工程が簡略化された
ステンレスの切断・曲げ・溶接を手がけ、業務用厨房フードをはじめとした金属加工を行う株式会社メタルエンジニア。同社では、加工の外注依存とTIG溶接による歪みという2つの課題を解決すべく、FLC1500(レーザー切断機)とSLW700(レーザー溶接機)を導入しました。今回は代表取締役 西尾清志様、レーザー溶接機担当の工場長 青山様、レーザー切断機担当の田口様に、導入の経緯から現場での活用方法、そして具体的な効果についてお話を伺いました。

この記事でわかること
導入の背景:2つの課題が重なった
切断機:3次元加工の外注からの脱却
株式会社メタルエンジニアでは、ステンレスの切断・曲げ・溶接を主な事業としており、業務用厨房フードなどの金属加工を手がけています。導入以前、3次元形状の加工は社内では対応できず、協力会社への外注に頼っていました。
「切断の方は、3Dの加工をする時にちょっとうちの会社の方ではできなくて、協力会社の方にやってもらっていた形ですね」
コスト削減と時間短縮のために内製化したいという意向から、FLC1500の導入を決断されました。
溶接機:TIG溶接の歪みと工数を解消したい
溶接においては、主力素材である1mm厚のステンレスをTIG溶接していましたが、熱によって大きな歪みが生じてしまうことが長年の課題でした。レーザー溶接であれば歪みが少なく時間短縮になるという期待から、導入を検討し始めます。
「ステンレスが多くて、1mm等を溶接していたんですけど、TIGだとどうしても歪みが大きくて。レーザー溶接だと歪みが少なく時間短縮になるんで、検討を始めました」
選定の経緯:設置スペース・金額・仕上がりの差が決め手
切断機:条件を満たしたのはsmartDIYsだけだった
切断機については他社製品との比較検討は行わず、設置スペースと金額の条件を満たす製品としてsmartDIYsのFLC1500のみが候補に挙がりました。実際に足を運んで大きさを確認した上で購入を決定しています。

溶接機:他社製品との比較で仕上がりの差を確認
溶接機については他社製品との比較検討を実施。他社製品にもスイング機能は搭載されていましたが、smartDIYsのSLW700の方が溶接ビードが明らかに綺麗に仕上がることを確認し、選定の決め手となりました。
「溶接機については他社製品とも比較検討しました。同じファイバーレーザーでも溶接ビードの仕上がりに違いがあって、御社の方が綺麗に見えました。他社製品はちょっとザラザラっとした感じがあったので」

活用方法:ステンレスと鉄を切断・溶接
現在、FLC1500はステンレスの切断がメインで、3mm程度の厚物鉄の切断にも使用しています。
SLW700も同様にステンレスと鉄の溶接に活用しています。

導入の効果:コスト・時間・品質がまとめて改善
切断機:月約15万円の外注費削減・作業時間2日短縮
FLC1500の導入後の効果について、西尾様は次のように語っています。
「月あたり約15万円ほどの外注費がなくなりました。細かい部品のコストも下げられましたし、作業時間も2日ほど短縮できてます」
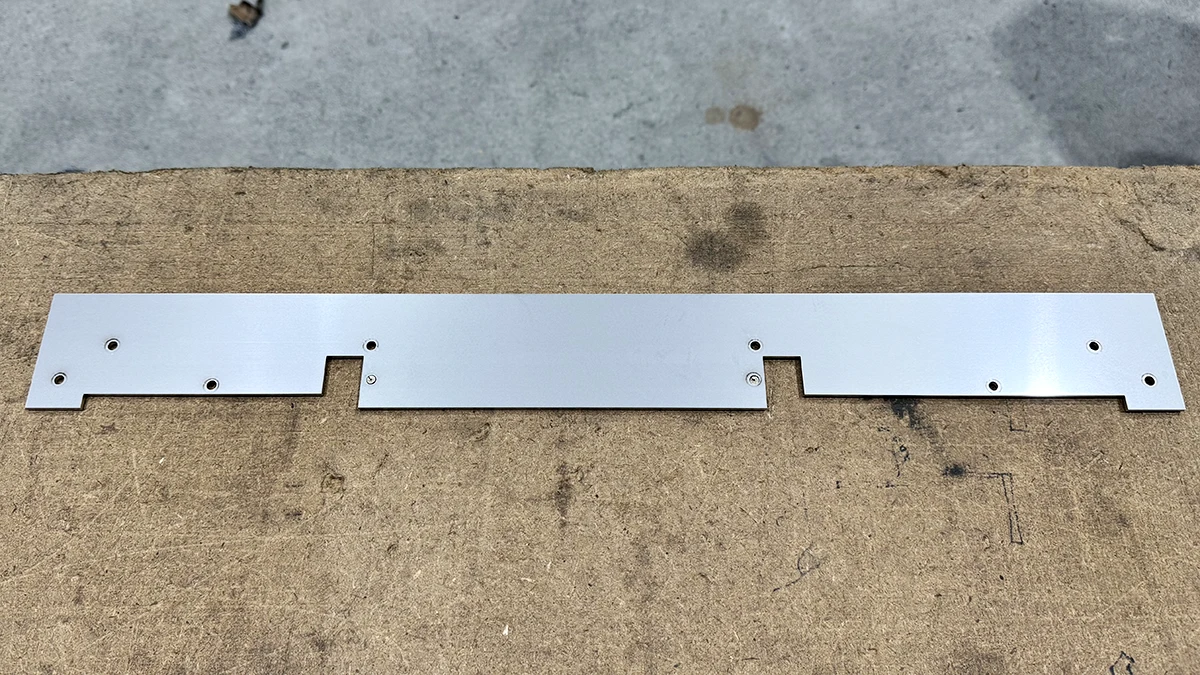
切断機:タレパン比較で段差がなくなり後処理が簡略化
それまで厚物の切断に使用していたタレットパンチング機(タレパン)では、金型による段差が切断面に発生し、後処理の手間がかかっていました。レーザー切断機に切り替えたことで段差がなくなり、後処理工程が大幅に簡略化されました。
「タレパンだと金型で打ち抜くので、どうしても金型の跡による段差ができてしまっていました。レーザーだと段差がないので、後処理も簡単になりました」
溶接機:20分→5分の時間短縮と歪みゼロの品質向上
溶接においては、TIG溶接で20分かかっていた工程がレーザー溶接では約5分に短縮されました。TIG溶接では数センチごとのタップ溶接を繰り返さなければなりませんでしたが、レーザー溶接では20cmを一気に連続して溶接できます。また、TIG溶接では歪みを直すために当て板を当てたり冷やしながら作業する必要がありましたが、レーザー溶接では歪みが大幅に少なくなっています。
「TIGだと一度に溶接できないんです。TIGの場合は1〜2cmずつ、1箇所飛ばしでタップ溶接していくんですが、レーザーだと20cmをそのまま連続で溶接できるので」
「外部のカバーも作っているんですが、今まで全部TIGで溶接していたので、歪みが大きく出ていました。今レーザーでやると歪みが明らかに少なくて、見た目も綺麗になりました」
また、溶接速度の向上により、同じ時間でより多くの製品をこなせるようになり、生産性が向上しました。溶接時間が短縮されたことでアルゴンガスの消費量も削減されています。
導入当初:パラメーター調整に1〜2週間
導入直後は、切断機では速度とガス圧の調整、溶接機では出力などのパラメーター調整に慣れるまで時間がかかりました。ただし、現在は素材・厚みごとの基準パラメーターがほぼ確立されており、導入から業務への定着まで1〜2週間程度だったとのことです。
「切断機の場合は速度とガス圧の調整がなかなか難しかったです。溶接機も最初のパラメーター調整が難しくて。慣れるまで1〜2週間ほどかかりました」
今後の展望:ロボットアームとの連携で自動化へ
今後の活用について、西尾様が特に興味を示したのがロボットアームとの連携です。ただし現在のSLW700では出力が不足するため、SLW1500Aへのアップグレードが必要と考えており、今後の展開として興味を持っています。
- FLC1500の導入で月約15万円の外注費を削減・作業時間2日短縮を実現
- TIG溶接20分→レーザー溶接5分へ、溶接時間を大幅に短縮した
- 歪みが大幅に減少し、当て板・冷却などの矯正作業が少なくなった
- 溶接ビードの仕上がりが他社製品より綺麗で品質が向上した
- タレパン比較で切断面の段差がなくなり後処理が簡単になった
- 溶接速度向上による生産性アップとアルゴンガスの節約を実現