弊社製品のご購入検討用に、お持ちの素材に無料で加工が試せる製品体験サービス「お試し加工」。
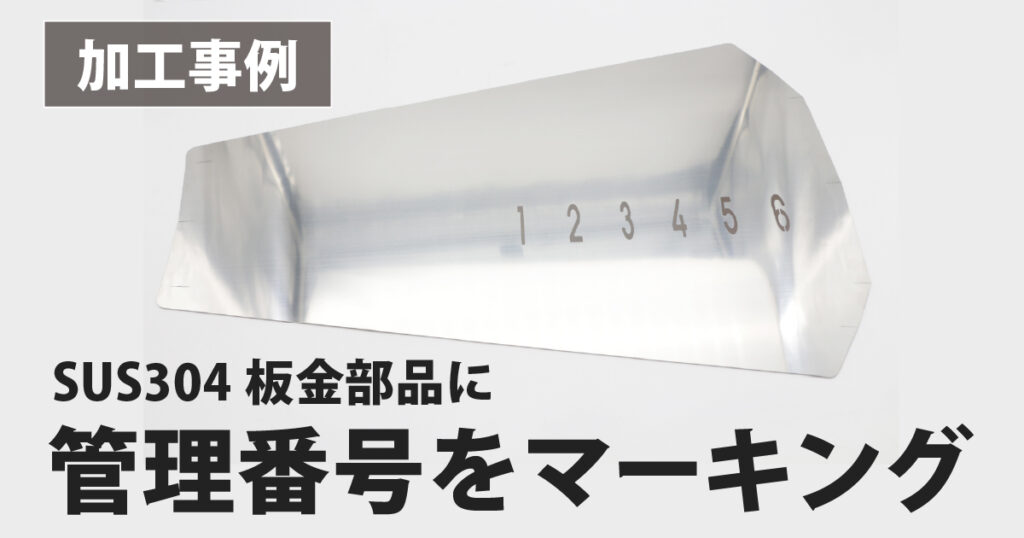
今回は、薄板板金製品の製造業のお客様より、顧客先である設備メーカーから求められた管理番号のレーザーマーキングについて、お試し加工のご依頼をいただきました。本記事では、SUS304製の板金部品にファイバーレーザーマーカーで管理番号を刻印したお試し加工の内容を、加工条件・加工時間・仕上がりとともにご紹介します。
加工の背景と課題
今回ご相談いただいたのは、薄板板金製品を手がける製造業のお客様です。
ご相談の発端は、顧客先である設備メーカーから、納入する板金部品に管理番号のマーキングを求められたことでした。製造業の現場では、部品ごとに連番や型番を刻印することで、組立工程・出荷後のトレーサビリティを確保する用途が一般的です。納入先からの要求に応えるためには、何らかの形で板金部品に消えない管理番号を刻む方法を確立する必要がありました。
これまで社内でマーキング加工には対応されていなかったため、新たに設備を導入して対応されたいとのご相談です。
ご検討の初期段階では、加工機をお客様のもとで実際にお試しいただける「デモ機レンタル」をご希望でしたが、ご希望時期の貸出予約状況が合わなかったため、素材を弊社にお送りいただき加工結果をお返しする「お試し加工」サービスをご利用いただくことになりました。
加工条件
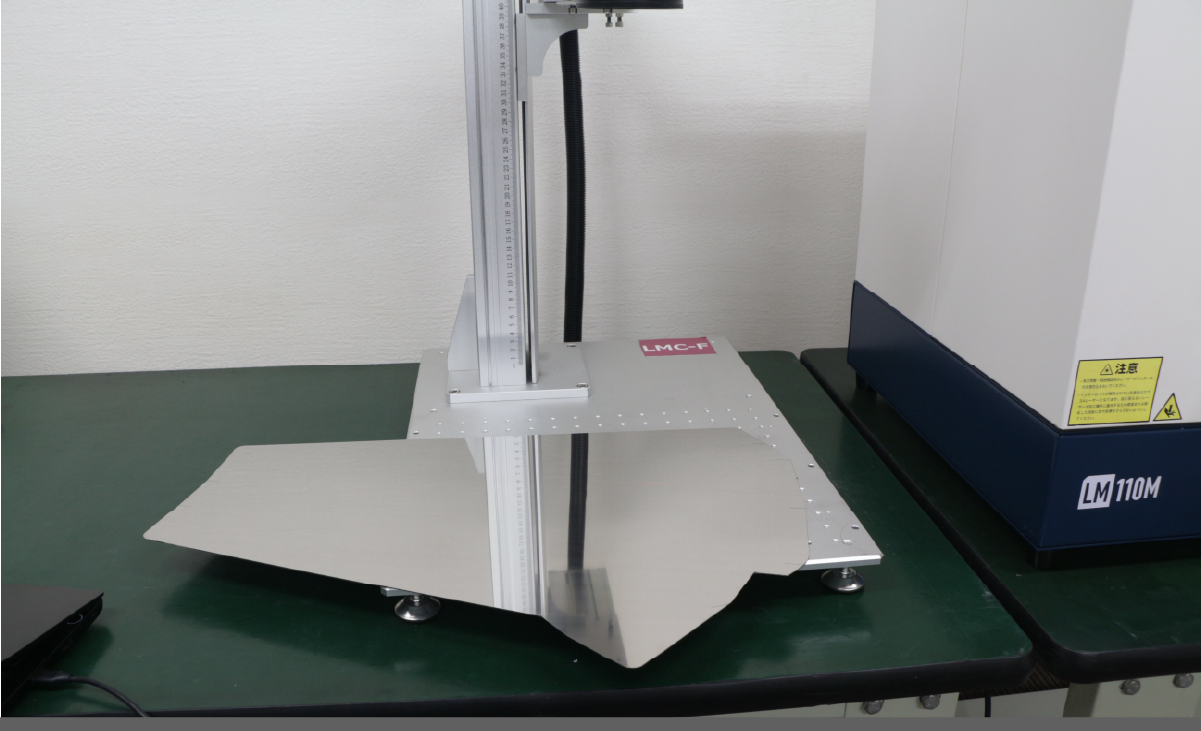
使用装置
使用したのは、ファイバーレーザーマーカーLM110CのQスイッチ型 30W、加工エリア300×300mmです。
LM110Cは、用途や対象素材に応じて、発振器のタイプ・出力・加工エリアを選択する仕様となっています。今回は、加工対象が大型の板金部品であったため、加工エリアは最も広い300×300mmを選択しました。
加工パラメータ
お試し加工では、以下のパラメータで実施しました。
| パラメータ | 設定値 |
|---|---|
| 速度 | 100mm/sec |
| パワー | 50% |
| ハッチング | 0.05mm |
| 回数 | 1回 |
各パラメータの役割は次のとおりです。
- 速度(mm/sec): レーザー照射地点の移動速度。速いと薄く、遅いと濃い加工になる傾向があります(1〜4000mm/secの範囲で調整可能)。
- パワー(%): レーザー出力の強度。数値が高いほど濃く、低いほど薄い加工になる傾向があります(1〜100%の範囲で調整可能)。
- ハッチング(mm): 文字や図形を塗りつぶす際に引く、平行線同士の間隔。
- 回数(回): 同じ箇所を繰り返し加工する回数。
これらのパラメータは専用ソフトウェア上で自由に設定でき、素材や用途に合わせた条件出しが可能です。
加工の様子
加工中の様子は、以下の動画でご確認いただけます。レーザー光がガルバノミラーで走査され、SUS304の表面に文字が一筆書きのように刻まれていく過程が確認できます。
加工結果
加工後の素材は、見本に近い黒っぽい仕上がりとなり、視認性も良好な結果が得られました。
素材①(小型プレート)の仕上がり
素材①は小型のプレート部品です。刻印した管理番号の文字高さは20mmです。

加工時間は約35.6秒。プレート表面に管理番号の文字がはっきりと刻まれ、目視で容易に読み取れる仕上がりとなりました。
素材②③(大型部品)の仕上がり
素材②③は大型の板金部品です。刻印した管理番号の文字高さは40mmです。
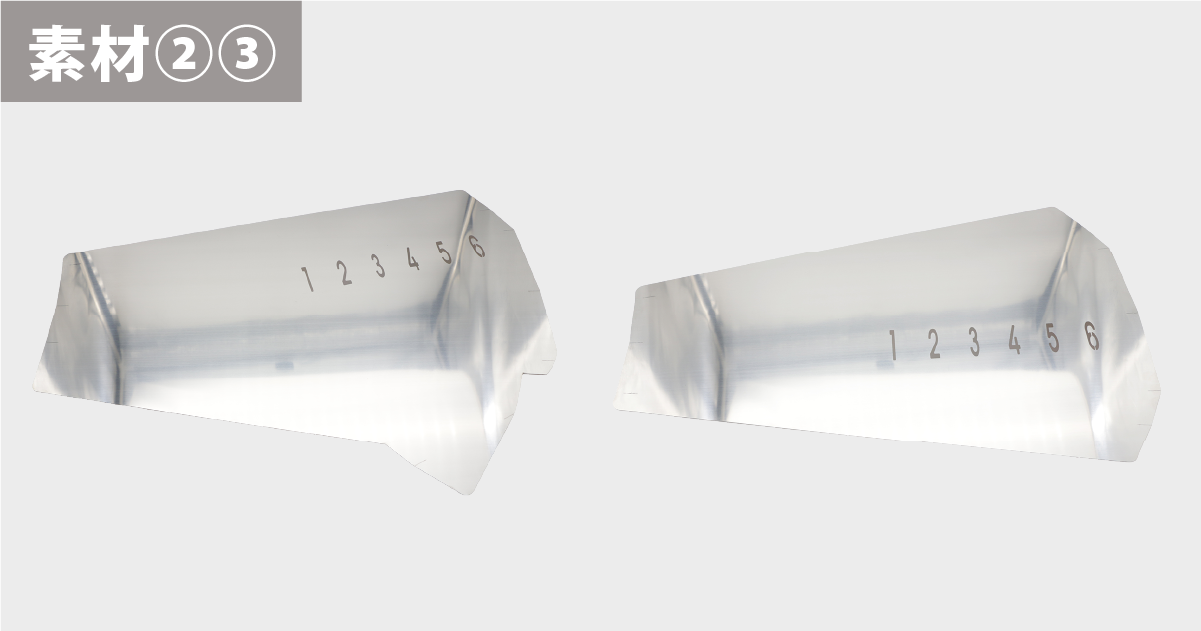
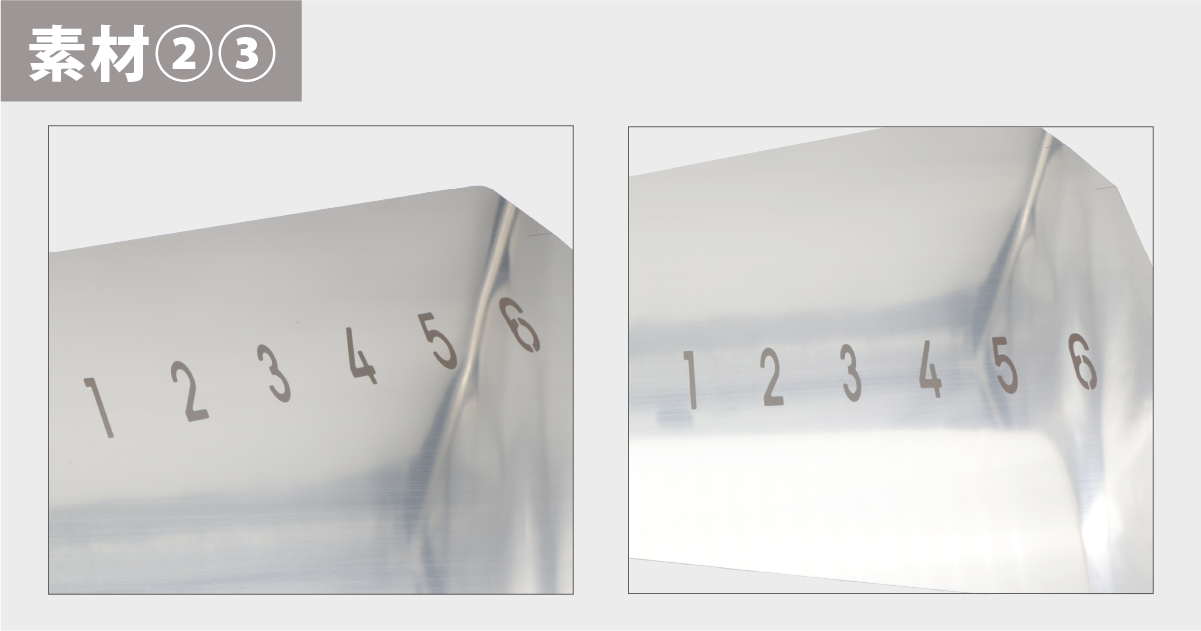
素材②③の加工時間は、2点合計で約5分27秒でした。立体的な形状を持つ部品でも、加工面に対して焦点を合わせることで、小型プレートと同等の仕上がりが得られています。
加工を踏まえた考察
ステンレス材へのレーザーマーキングでは、見本のような濃い色味の仕上がりを得ようとすると、レーザーの走査速度を遅くする必要があり、その分加工時間が長くなる傾向があります。つまり、仕上がりの色味と加工時間はトレードオフの関係にあります。
量産現場での運用を考えると、1点あたりの加工時間はそのままサイクルタイムに影響します。逆に、加工時間を短縮するために速度を上げすぎると、文字が薄くなり視認性が下がる可能性があります。実際の運用では、必要な視認性レベルを満たす範囲内で最も短いサイクルタイムを目指す、というバランス取りが現実的なアプローチになります。
今回のお試し加工では、視認性と加工時間のバランスを意識したパラメータで実施し、加工報告書をお送りしました。お試し加工結果をご確認いただいたお客様からは、以下のご感想をいただきました。
写真で見る限りはとてもきれいな仕上がりで問題ありません
その後、お客様にはLM110Cをご導入いただきました。実機が到着後、ご自身でテスト加工を実施され、無事に印字ができたとのご報告もいただいています。最終的に顧客先のご要望に応えるためには、外部データの取り込みや色味のさらなる調整など、現場に合わせた条件詰めがこれから必要になるとのことですが、社内での対応に向けて目途が立ったとお伝えいただきました。
まとめ
本記事では、SUS304製の板金部品にLM110Cで管理番号をレーザーマーキングしたお試し加工の事例をご紹介しました。
- 使用機種: LM110C Qスイッチ型 30W、加工エリア300×300mm
- 加工パラメータ: 速度100mm/sec/パワー50%/ハッチング0.05mm/回数1回
- 加工時間: 素材①(小型プレート、刻印文字高さ20mm)約35.6秒、素材②③(大型部品、刻印文字高さ40mm)合計約5分27秒
- 仕上がり: 見本に近い黒っぽい仕上がりで、視認性も良好
レーザーマーキングの最適なパラメータは、素材の種類や仕上がりへの要求度合いによって変わります。実際にどのような仕上がりになるかは、サンプル素材を用いた検証が確実です。
お試し加工サービスでは、お客様の素材を弊社にお送りいただくだけで、加工結果と加工条件をご報告いたします。レーザーマーカーの導入を検討されている場合は、お試し加工サービスをご活用ください。