
弊社製品のご購入検討用に、お持ちの素材に無料で加工が試せる製品体験サービス「お試し加工」。
今回は、ファイバーレーザー切断機FLC1500の導入をご検討いただいた板金加工業のお客様からのご相談を受け、SS材とガルバリウム鋼板の試験加工を実施した事例をご紹介します。実際の加工パラメータと仕上がり、そして素材ごとに見えてきた技術的なポイントを、写真・動画とあわせてお伝えします。
加工事例の概要
今回ご相談いただいたのは、板金加工業のお客様です。
ファイバーレーザー切断機FLC1500のご注文時に「亜鉛引きの鋼板や黒皮材も加工対象に含めたい」とのご要望をいただきました。
これらの素材は弊社で加工実績がなかったため、納品前にお客様からサンプルをお送りいただき、実機で試験加工を実施したうえで、適用可能な加工パラメータをあわせてお渡しすることをご提案しました。
お客様からお送りいただいたのは、SS材(t0.8・1.0・1.6mm)とガルバリウム鋼板(t0.8・1.0・1.6mm)の各3枚、合計6種類のサンプルです。これらに対し、外周40mmの正方形の中央に内径φ20mmの円を配置した形状を、共通の試験データとして切断しています。
加工前のご相談内容
「亜鉛引きの鉄板も加工したい」というご要望
ご注文いただいたFLC1500は、SS材やステンレスなどのファイバーレーザー切断に対応した機種です。今回のお客様の用途では、これに加えてガルバリウム鋼板(亜鉛・アルミ系のめっき鋼板)の加工も視野に入れたい、というご要望がありました。
ガルバリウム鋼板は屋根材や外装材、空調機器の筐体などに広く使われている素材で、亜鉛めっきと比較して耐食性が高いことが特徴です。一方で、めっき層の組成によってはレーザー切断時にドロスが付着しやすく、切断品質を安定させるには素材ごとの加工パラメータを事前に詰めておくことが望ましい素材でもあります。
弊社で加工実績のない素材へのお試し加工のご提案
ガルバリウム鋼板はSS材とは切断時の挙動が異なるため、弊社で加工実績のない条件で出荷するのはお客様にとっても不安が残ります。そこで以下の流れで進めることをご提案しました。
- お客様からSS材・ガルバリウム鋼板のサンプル素材をご送付いただく
- 弊社でFLC1500実機による試験加工を実施し、加工パラメータを詰める
- 加工後のサンプルと加工報告書(パラメータと仕上がりの所見)をお客様にお送りする
- 内容をご確認いただいたうえで、機械本体の出荷に進む
導入前に実機ベースでの素材適合性が確認できるため、納品後に「想定していた仕上がりと違った」というギャップを減らせるのが、お試し加工の主なねらいです。
加工内容と加工パラメータ
使用機種:FLC1500
今回使用したのは、ファイバーレーザー切断機 FLC1500 です。レーザー出力は1500W、アシストガスは窒素を使用しています。
加工の様子は以下の動画でご覧いただけます。
動画1:FLC1500によるガルバリウム鋼板の切断の様子
加工素材とテストデータ
| サンプル番号 | 素材 | 板厚 |
|---|---|---|
| ① | SS材 | 0.8mm |
| ② | SS材 | 1.0mm |
| ③ | SS材 | 1.6mm |
| ④ | ガルバリウム鋼板 | 0.8mm |
| ⑤ | ガルバリウム鋼板 | 1.0mm |
| ⑥ | ガルバリウム鋼板 | 1.6mm |
試験用の加工データは、外周40mm(正方形)の中央に内径φ20mmの円を配置した共通形状です。1サンプルにつき切断ラインは2本(外形カットと穴抜き)となります。
SS材の加工パラメータ
SS材は3種類とも、以下の同一パラメータで切断しています。
| 項目 | 設定値 |
|---|---|
| 加工速度 | 70 mm/sec |
| レーザー出力 | 100%(1500W) |
| 焦点距離 | -3 |
| アシストガス | 窒素 0.9 MPa |
| ノズル | 1.5 シングルノズル |
| 加工時間 | 約6秒(1サンプルあたり) |
ガルバリウム鋼板の加工パラメータ
ガルバリウム鋼板は、板厚ごとに加工速度を変更しています。
| 項目 | t0.8mm / t1.0mm | t1.6mm |
|---|---|---|
| 加工速度 | 60 mm/sec | 30 mm/sec |
| レーザー出力 | 100%(1500W) | 100%(1500W) |
| 焦点距離 | -3 | -3 |
| アシストガス | 窒素 0.9 MPa | 窒素 0.9 MPa |
| ノズル | 2.0 シングルノズル | 2.0 シングルノズル |
| 加工時間 | 約6秒 | 約10秒 |
SS材と比較すると、加工速度を落とし、ノズル径を1.5から2.0に大きくしている点が変更ポイントです。これらは後述するドロス対策のための調整です。
加工結果と仕上がり
SS材(t0.8 / 1.0 / 1.6mm)の結果
SS材は3種類すべて、窒素ガスでドロス付着なく良好に切断できました。
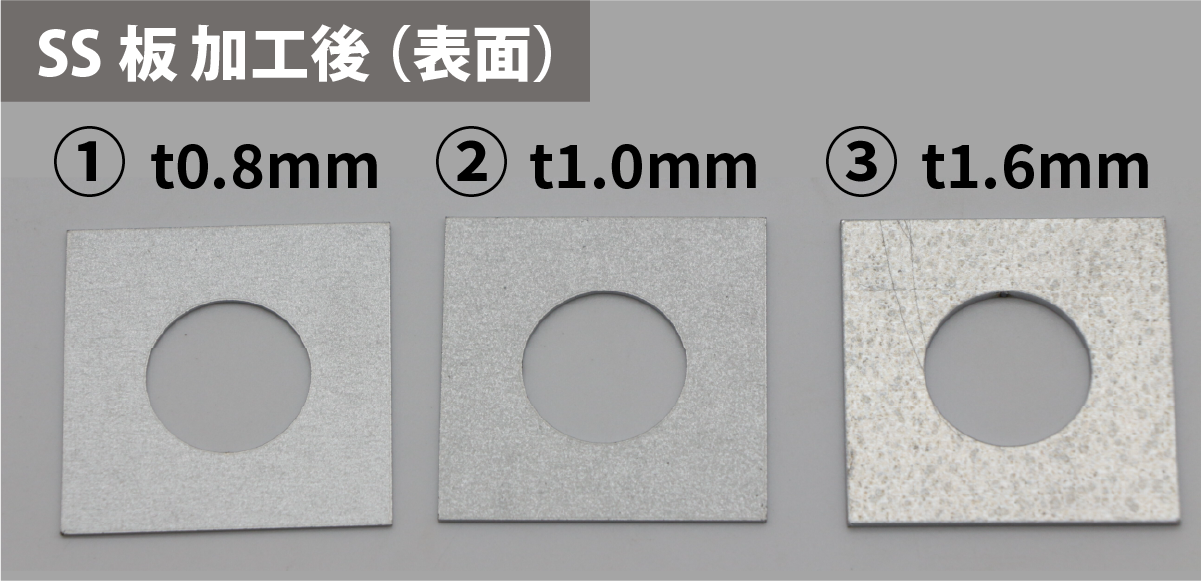
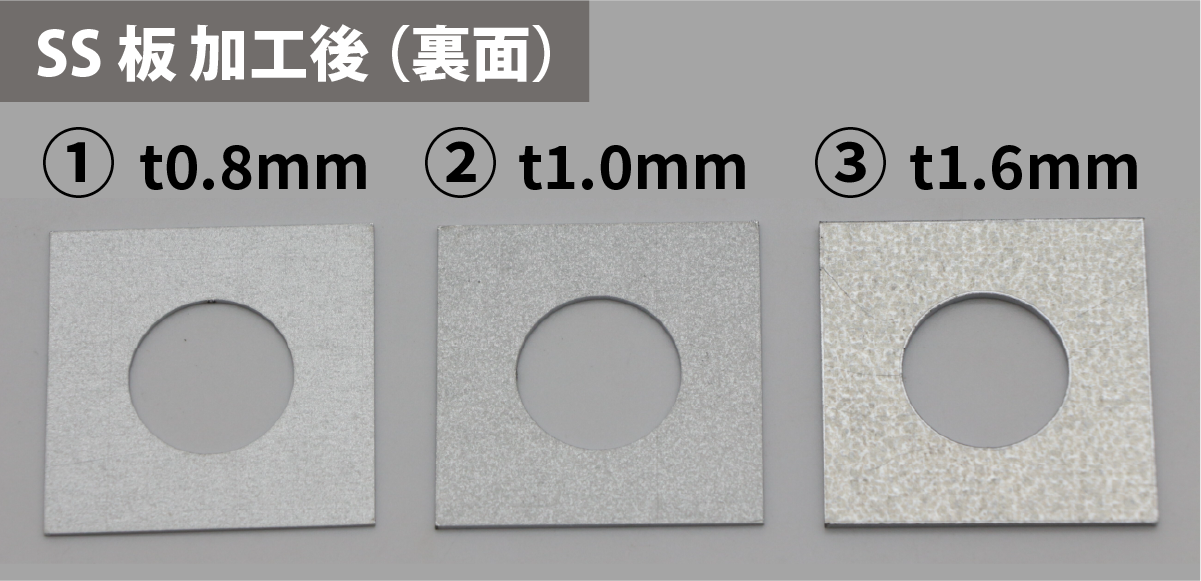
表面・裏面ともに切断面はきれいで、裏面にもドロスの付着は確認されませんでした。後工程での追加処理(ヤスリ掛けや研磨など)を必要としないレベルの仕上がりです。
ガルバリウム鋼板(t0.8 / 1.0 / 1.6mm)の結果
ガルバリウム鋼板は、当初SS材と同等の条件で試したところ裏面に多くのドロスが付着する状態でした。そこで、アシストガス圧力(窒素0.9MPa)を維持したまま 加工速度を落とし、ノズル径を1.5から2.0に変更 することで、ドロスの付着量を抑える方向にパラメータを調整しています。
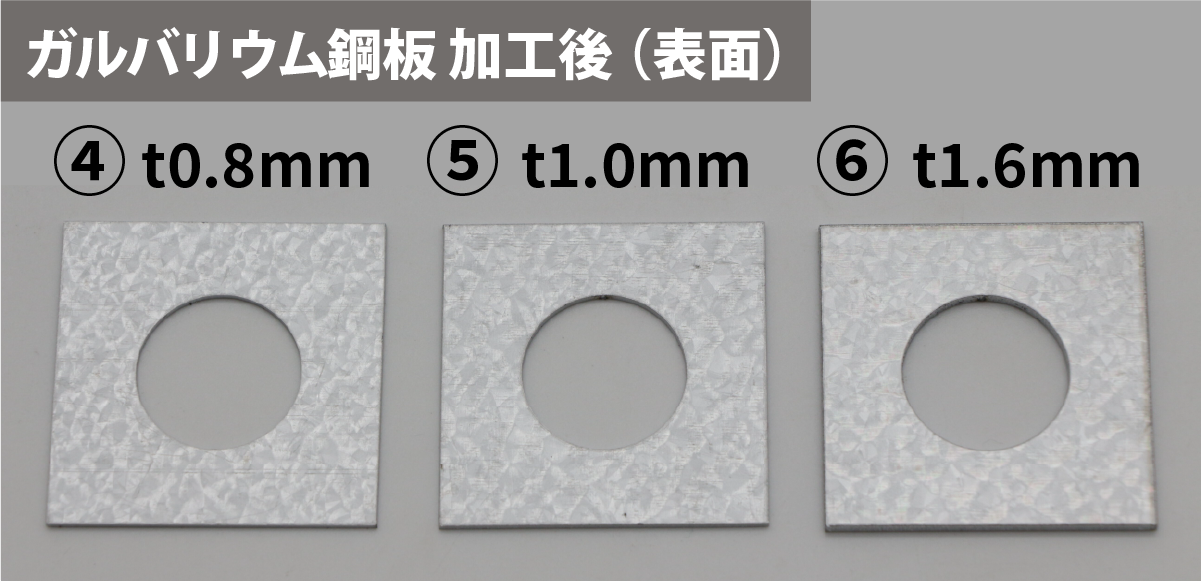
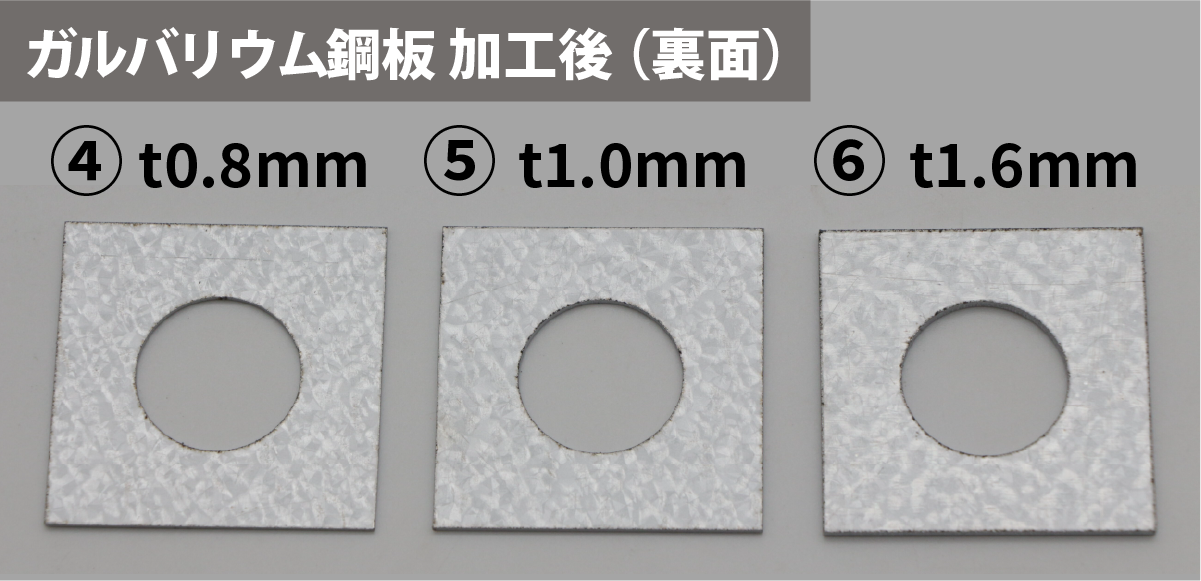
特にt1.6mmでは、加工速度を30mm/sec(t0.8・1.0mmの半分)まで落とす対応が必要でした。それでも完全にドロスをゼロにすることは難しく、わずかながら裏面に付着が残る結果となっています。
ガルバリウム鋼板で見えた技術的ポイント
ガルバリウム鋼板でドロスを完全に除去するのが難しい理由は、めっき層の組成にあります。
めっき成分(アルミ55%)が切断に与える影響
ガルバリウム鋼板は、めっき層の組成がアルミニウム55%・亜鉛43.4%・シリコン1.6%という構成のめっき鋼板です。一般的な亜鉛めっき鋼板(トタン)と比較しておよそ3〜6倍の耐食性があると言われており、屋根材や外装材など腐食しやすい環境で広く使われています。
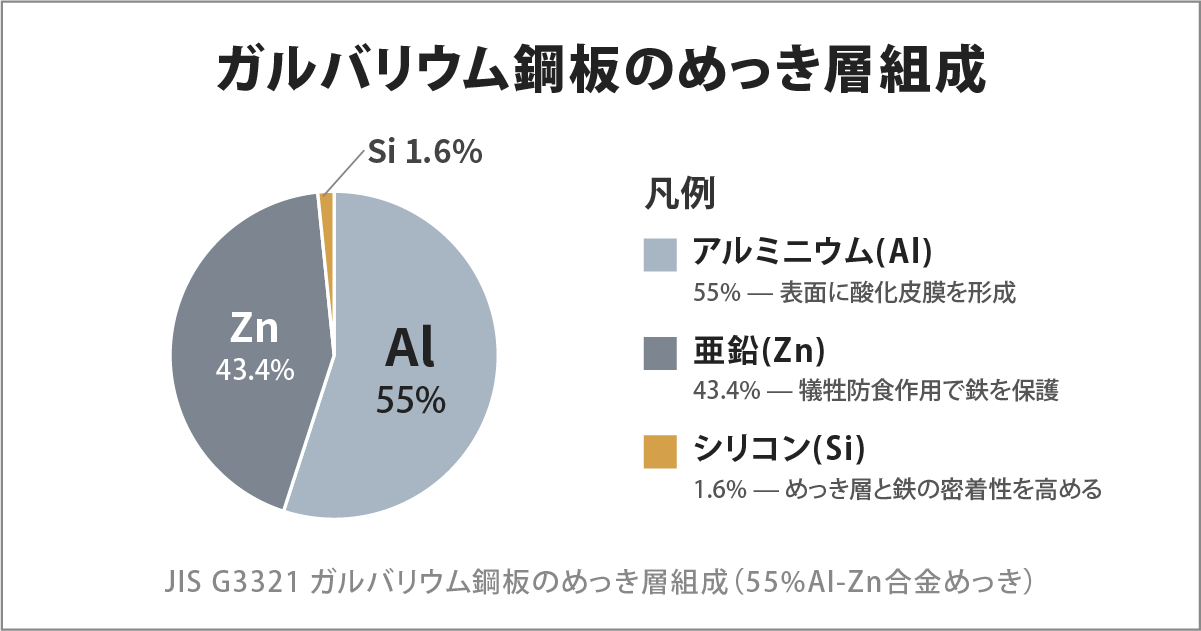
3つの成分はそれぞれ異なる役割を担っています。
- アルミニウム(55%):表面に強固な酸化皮膜(不動態皮膜)を形成し、酸化(錆)の進行を防ぐ
- 亜鉛(43.4%):鉄が錆びる前に自らが溶け出して鉄を守る「犠牲防食作用」を持つ
- シリコン(1.6%):めっき層と素地(鉄)の密着性を高める
この組成のうち、レーザー切断において大きな影響を与えるのが55%という高いアルミ含有率です。アルミニウムは鉄と比べて熱伝導率が高く、融点が低いため、レーザー照射時にめっき層が素地(鋼板)よりも先に溶融します。溶け出したアルミ成分は、切断溝の中で鉄と複雑に混ざり合い、粘度の高いドロスを形成しやすくなります。
実際の加工現場でも、同じ厚みの純アルミ素材であれば、裏面に付着したドロスは手で簡単に剥がせる傾向にあります。一方、ガルバリウム鋼板から発生するドロスは付着力が強く剥がしにくい性質があることが、今回の試験を通じて改めて確認できました。
ドロスを減らすためのパラメータ調整
ガルバリウム鋼板でドロス付着量を抑えるには、以下のようなパラメータ調整が有効と考えられます。
- 加工速度を落とす:素地まで確実に切断しきるための入熱を確保する
- 焦点距離をより細かく追い込む:切断溝の中での溶融金属の挙動を整える
- アシストガス圧力を高める:溶融金属を切断溝から強く吹き飛ばし、裏面への再付着を抑える
このうちアシストガス圧力については、運用面で注意点があります。窒素ガスを1.0MPa以上の圧力で使用する場合、高圧ガス保安法における「第二種製造者」の規制対象となります。届出や設備基準の遵守が必要になるため、高圧運用を検討する場合は事前にガス販売店・ガス会社や所轄消防への相談と、必要な申請手続きを行うことをおすすめします。
まとめ
ファイバーレーザー切断機FLC1500を使った、SS材とガルバリウム鋼板の試験加工事例をご紹介しました。本事例のポイントは以下の3点です。
- SS材(t0.8・1.0・1.6mm) は、窒素アシストガス0.9MPa・加工速度70mm/secの条件で、ドロスなく良好に切断できる
- ガルバリウム鋼板(t0.8・1.0・1.6mm) は、めっき層に含まれるアルミ成分(55%)の影響で、SS材と同じ条件ではドロスが付着しやすい。加工速度を落とし、ノズル径を大きくすることで付着量は抑えられるが、組成上の特性からゼロにするのは難しい
- ファイバーレーザー切断機の導入時にSS材以外の素材を加工対象に含める場合、納品前に実機ベースのお試し加工で素材適合性を事実として確認しておくことで、納品後のギャップを減らせる
同様の素材を加工対象に含めてファイバーレーザー切断機の導入を検討されている方にとって、本事例が一つの判断材料になれば幸いです。