
ファイバーレーザー切断で「切断面の裏側にドロス(バリ)が付着してしまい、後工程の研磨作業に時間がかかっている」という課題を抱えていませんか。
ドロスは熱加工であるレーザー切断の宿命的な副産物ですが、発生メカニズムを理解し、加工条件を適切に調整することで大幅に低減できます。
本記事では、ファイバーレーザー切断で発生するドロスの原因と対策を、発生メカニズム・加工パラメータの影響・材質別の傾向という3つの切り口から解説します。ドロスの形状から原因を逆引きする実務的なトラブルシューティングの視点も紹介します。
なお、本記事ではファイバーレーザー切断機を中心に解説しますが、ドロスの発生メカニズム自体はCO2レーザーを含むレーザー切断全般に共通する内容です。

ドロスとは?レーザー切断における基本知識
ドロスの定義と形状の種類(玉状・氷柱状)
ドロスとは、レーザーで金属を切断する際に、切断部の裏面に付着する溶融金属の再凝固物のことです。一般的には「バリ」と呼ばれることもありますが、レーザー加工の分野では溶けた金属が再凝固して付着したものを特に「ドロス」と呼びます。ドロスが付着していない状態は「ドロスフリー」と表現されます。
ドロスは主に2つの形状で発生します。
- 玉状のドロス:切断面の裏側に丸い塊として付着するもの
- 氷柱状のドロス:切断面から下方向へ細長く垂れ下がるように付着するもの
この2つの形状は、発生原因が異なります。形状を観察することで、どの加工パラメータに問題があるかを推定できます。この点は後のセクションで詳しく解説します。
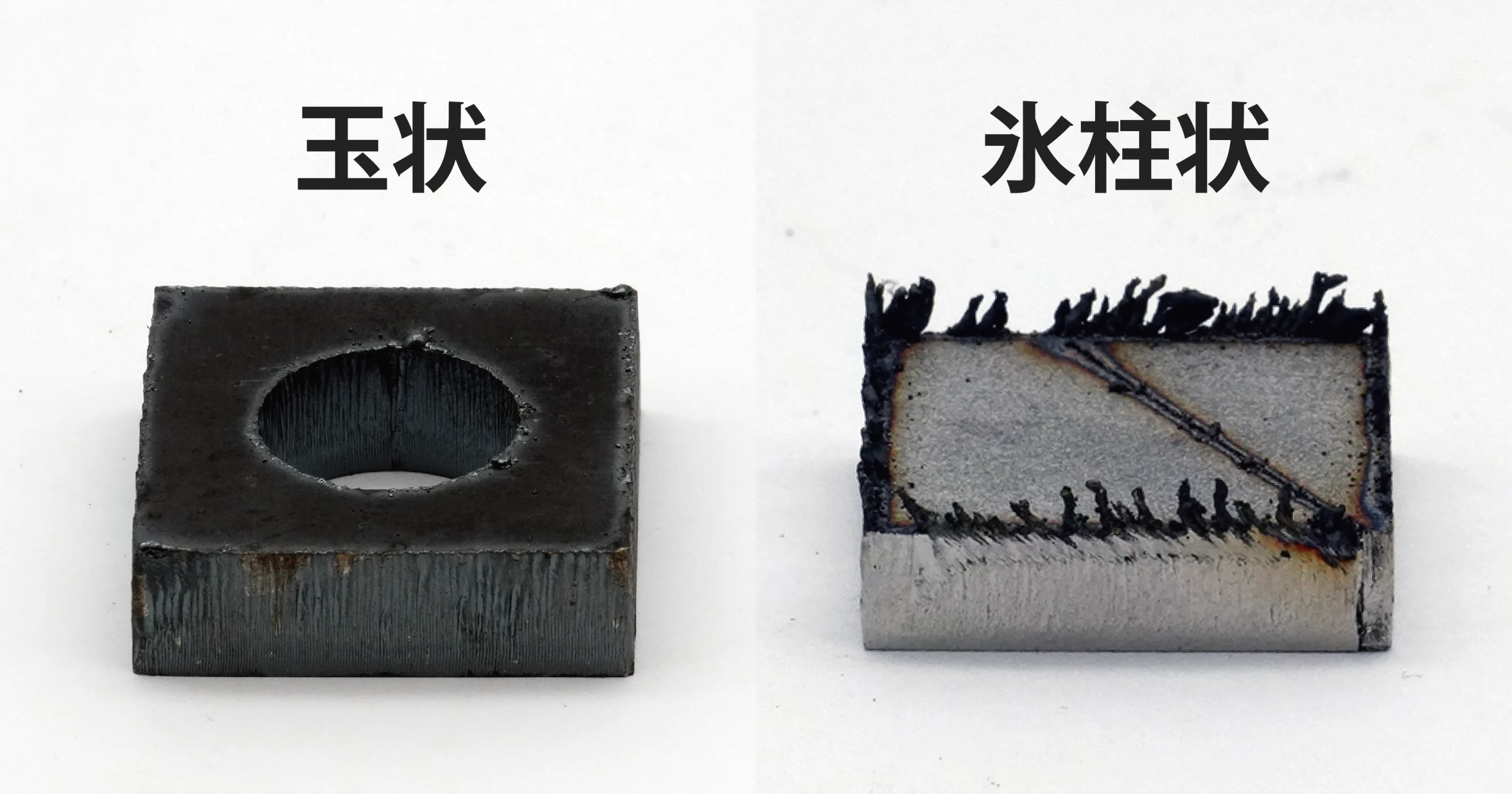
図1:ドロスには玉状と氷柱状の2種類があり、それぞれ異なる原因で発生する
ドロスが品質・生産性に与える影響
ドロスの付着は、以下のような問題を引き起こします。
- 後工程の負荷増加:研磨・バリ取り作業に人手と時間が取られ、生産性が低下する
- 寸法精度の悪化:ドロス分だけ実寸法が大きくなり、後工程での追加加工が必要になる
- 製品外観の品質低下:塗装や溶接など次工程の仕上がりに影響する
- 組立精度への影響:ドロスの残りが組立時の合わせ精度を損なう
特に薄板の精密部品や、そのまま次工程に流すことを前提とした部品では、ドロスの有無が製品品質を左右します。ドロスフリーな切断を実現することは、単なる見た目の問題ではなく、生産効率とコスト管理に直結する重要課題です。
ドロスが発生するメカニズム
溶融金属の排出不良が根本原因
レーザー切断は、レーザー光を金属に照射して瞬間的に溶融・蒸発させ、同時にアシストガスを吹き付けて溶融金属を切断溝(カーフ)から下方へ排出するプロセスです。この「溶融」と「排出」がバランスよく連続することで、ドロスフリーな切断面が得られます。
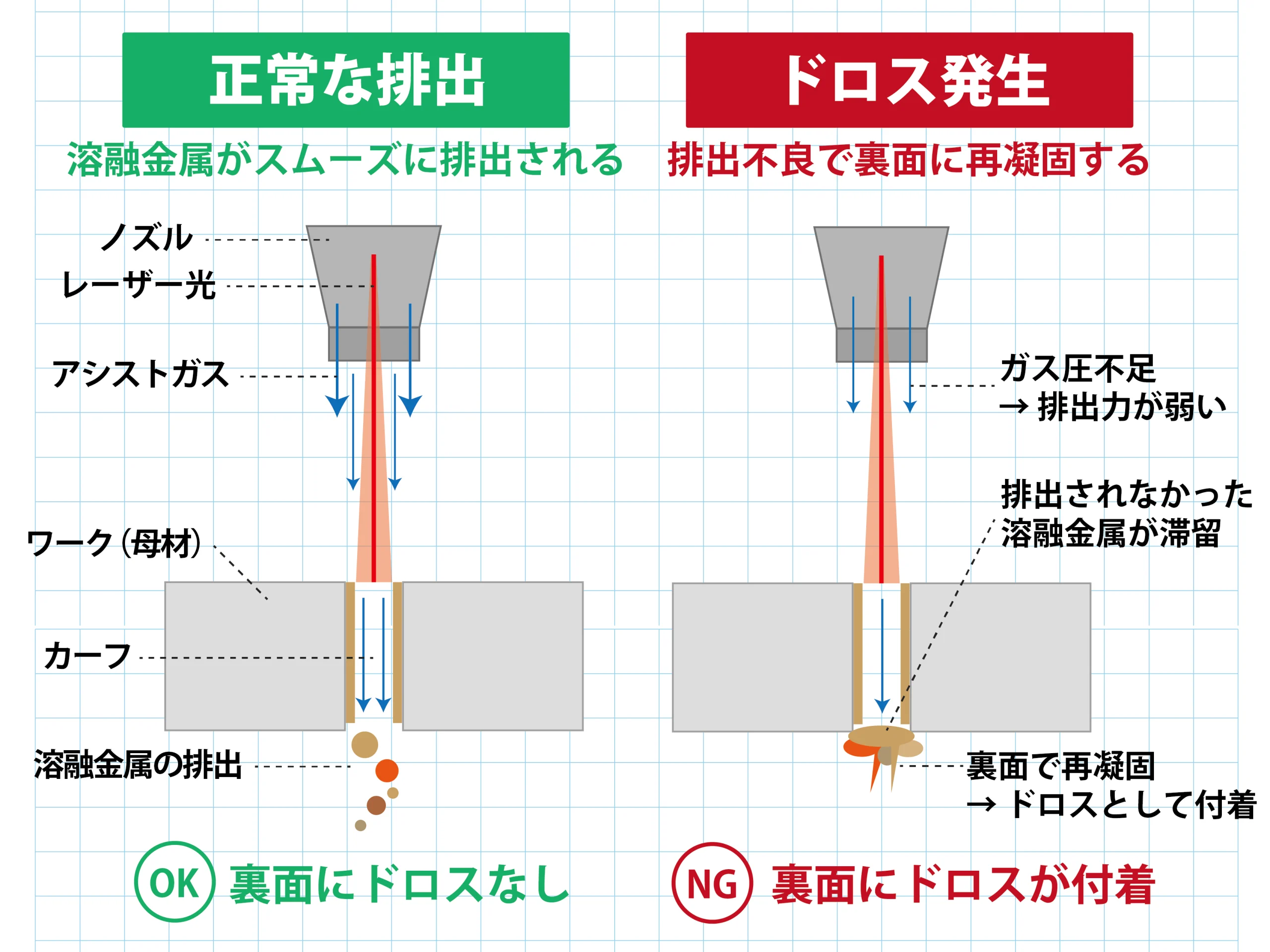
図2:アシストガスによる溶融金属の排出が不十分になると、裏面でドロスとして再凝固する
ドロスが発生する根本原因は、この排出プロセスが何らかの理由でうまく機能しないことにあります。具体的には以下のような状況です。
- アシストガスの圧力や流量が不足し、溶融金属を押し下げる力が弱い
- 切断溝幅が狭すぎて、アシストガスが切断溝の下まで到達しない
- 切断溝幅が広すぎて、溶融金属の量が多くなり温度が下がる
- 溶融金属の温度・流動性が不適切で、スムーズに排出されない
結果として、排出されなかった溶融金属が裏面で再凝固し、ドロスとして付着します。
ドロスの形状から原因を読み解く
ドロスの形状は、発生原因を特定する重要な手がかりです。特にステンレスの無酸化切断(窒素切断)では、焦点位置とドロス形状の関係が明確に現れます。
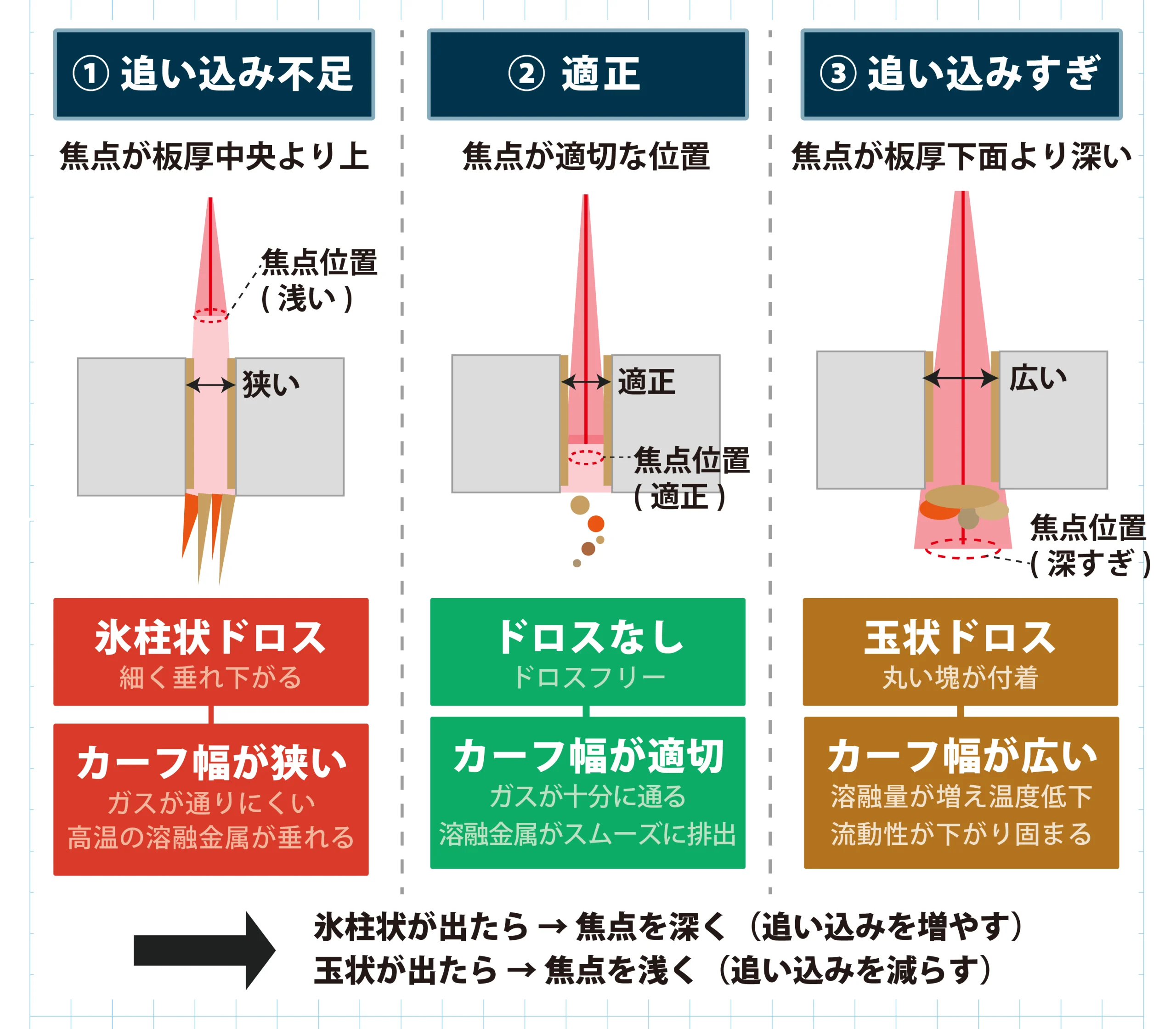
図3:焦点位置の追い込み量とドロス形状の関係
-
氷柱状のドロス:焦点位置が板の裏面に対して浅い(追い込み不足)場合に発生します。切断溝の上部スポット径が小さく、高エネルギー密度で溶融金属は高温になりますが、切断溝幅が狭すぎてアシストガスが十分に入らず、流動性の高い溶融金属が切断溝から下に引き伸ばされるように付着します。対策は、焦点位置の追い込み量を増やして切断溝幅を広げることです。
-
玉状のドロス:焦点位置が板の裏面に対して深すぎる(追い込み過ぎ)場合に発生します。切断溝上部のスポット径が大きくなり、溶融する金属の量が増えて温度が下がります。流動性が低下した溶融金属が、切断溝を通り抜けた直後に固まって玉状に残ります。対策は、焦点位置の追い込み量を減らして切断溝幅を狭くすることです。
このように、「ドロスの形状を観察する→焦点位置を逆方向に調整する」という思考プロセスを持つことで、試行錯誤を大幅に減らせます。
ドロス発生に関わる5つの加工パラメータ
ドロスの発生は単一の要因ではなく、複数のパラメータの組み合わせで決まります。ここでは影響の大きい5つのパラメータを整理します。
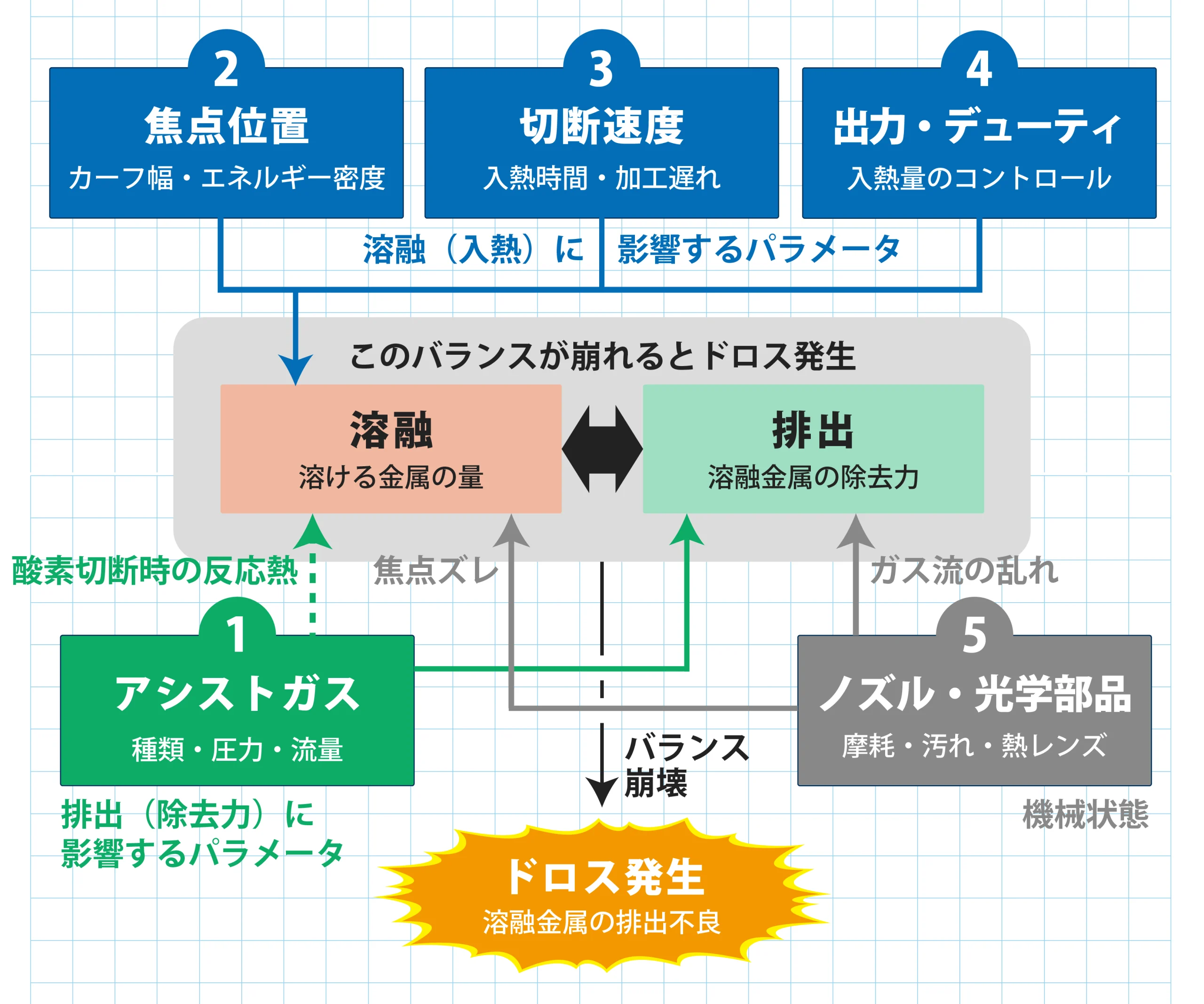
図4:ドロス発生に関わる主要5パラメータ
①アシストガスの種類と圧力
アシストガスは、溶融金属を切断溝から排出する主役です。ガスの種類によって切断メカニズムと仕上がりが変わります。
- 酸素切断:酸素の酸化反応熱を利用して切断能力を高める。軟鋼の厚板切断に適する。反応熱で効率は良いが、切断面が酸化してドロスが発生・付着しやすい傾向がある
- 窒素切断(無酸化切断):不活性ガスで溶融金属を吹き飛ばす。ステンレスや薄板で切断面が酸化せず綺麗に仕上がる。ドロスが付着しにくい一方、ガス圧が不足すると排出不良でドロスが発生する
- エア切断:窒素より低コストで、薄板の軟鋼・ステンレスなどで採用される
アシストガス圧が不足すると、溶融金属を押し下げる力が弱まりドロスの原因になります。一方で圧力を高めすぎるとランニングコストが増大するため、材質・板厚ごとに適正値を見つけることが重要です。
②焦点位置の設定
前章で解説したとおり、焦点位置はドロスの形状を決定づけます。板厚や材質、使用するアシストガスによって最適な焦点位置は異なるため、切断結果を観察しながら微調整します。
一般的な傾向として、薄板では板厚中央付近、厚板では板の下面付近に焦点を合わせることが多くなります。
③切断速度(送り速度)
切断速度も、ドロスに強く影響します。
- 速すぎる場合:板厚方向の加工が遅れ、特にエッジ部で上下の溶融金属の湯流れが不連続になり、ドロスが発生する
- 遅すぎる場合:入熱過多になり溶融金属の量が増え、排出しきれずにドロスとなる
材質と板厚に対して「ドロスフリーとなる最適速度範囲」が存在します。速度を上げて生産性を優先するか、品質を優先するかのバランスが求められます。
④レーザー出力とデューティ
ファイバーレーザーでは、出力とデューティ(パルス発振時のオン・オフ比率)を調整することで入熱量をコントロールできます。入熱が過多になると溶融金属が増えてドロスの原因となり、不足すると切断自体が不安定になります。
微細形状や薄板では、出力を下げてデューティを調整することで、入熱を抑えながらドロスを低減する手法が有効です。
⑤ノズルの状態と光学部品の汚れ
加工機側の状態管理も重要です。
- ノズルの摩耗・変形:アシストガスの流れが乱れ、溶融金属を均一に排出できなくなる
- 保護ガラス・加工レンズの汚れ:光学部品が汚れると、レーザー照射時に熱を吸収して温度が上昇し、集光特性が変化する「熱レンズ効果」が発生する。その結果、焦点位置が徐々にずれてドロスが増える
「加工の進行とともにドロスが増える」という症状が見られる場合は、光学部品のクリーニングや交換を真っ先に疑います。パラメータを見直す前に、機械の状態を点検することが肝心です。
材質別のドロス発生傾向と対策
材質によってドロスの発生傾向は大きく異なります。代表的な4カテゴリでの対策を整理します。
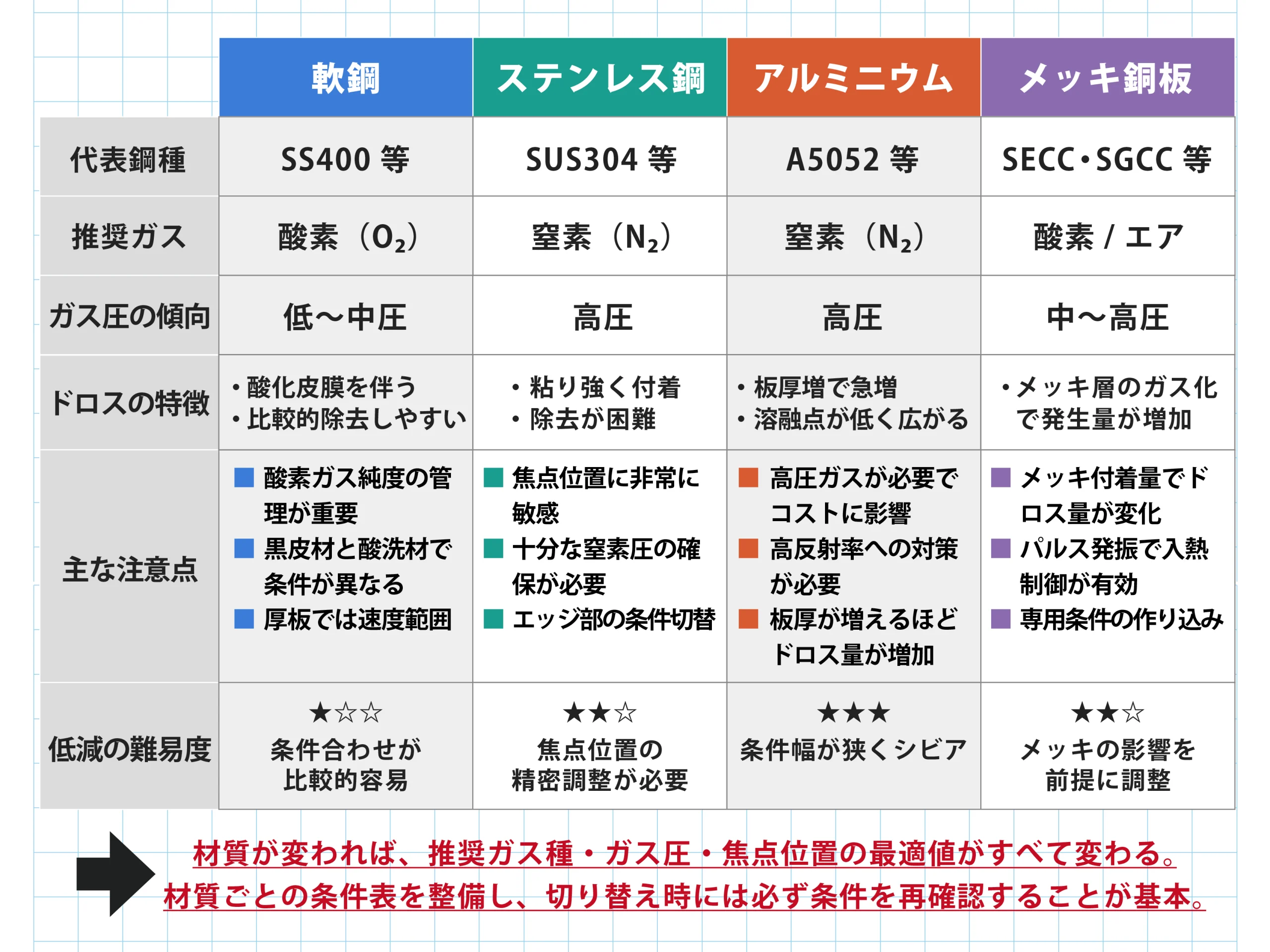
図5:材質別のドロス発生傾向と推奨アシストガス
軟鋼(SS400等)のドロス対策
軟鋼は酸素切断が基本です。酸素の酸化反応熱で切断能力が高まり、厚板切断に適しています。
- 酸素ガス純度の管理:純度が低下すると反応熱が不足し、ドロスが発生しやすくなる。配管や元栓の状態も定期的に確認する
- 適正な切断速度の維持:厚板では速度範囲がシビアになるため、板厚ごとの条件表に沿って運用する
- 黒皮材と酸洗材の違いに注意:酸洗材は黒皮材に比べて熱伝導が異なり、同一条件ではドロスが出やすくなる場合がある。出力とガス圧を下げて酸化反応を抑制する方向で調整する
ステンレス鋼(SUS304等)のドロス対策
ステンレスは窒素による無酸化切断が基本です。切断面が酸化せず綺麗に仕上がる反面、ドロスは粘り強く除去が困難なため、そもそも発生させない加工条件を作ることが特に重要です。
- 焦点位置の精密な調整:ステンレスはドロス形状が焦点位置に敏感に反応する。形状を見て追い込み量を調整する
- 高ガス圧の確保:粘度の高い溶融ステンレスを排出するには十分な窒素圧が必要
- エッジ部の条件切替:直線からエッジに入る際に速度が落ちて入熱過多になりやすい。エッジ部では出力を弱めるか、微小なRを付けて減速を避けるプログラムを組む
アルミニウムのドロス対策
アルミニウムはファイバーレーザーで切断可能な反射率の高い素材ですが、ドロス対策はシビアです。
- 高圧アシストガスが必要:アルミは板厚が増えるほどドロス量が増加する。低減には窒素の高圧ガスが必要となるが、ガス使用量が多くランニングコストに影響するため、品質要求と運用コストのバランスを検討する
- 反射対策:反射光が光学系にダメージを与えないよう、機械側の反射対策機能を活用する
亜鉛メッキ鋼板(SECC・SGCC等)のドロス対策
メッキ鋼板は、メッキ層の存在によりドロスが発生しやすい材質です。
- メッキ付着量と板厚の影響:メッキ付着量が多いほど、また板厚が大きいほどドロス量は増加する傾向がある
- パルス発振の活用:連続発振ではなくパルス発振で入熱をコントロールし、カーフ幅を広げる方向で調整する
- アシストガス圧を高めに設定:発生したドロスを吹き飛ばす方向で対策する
メッキ鋼板は軟鋼と比較してドロスが増えることを前提に、加工条件を専用に作り込む必要があります。
ドロスが発生してしまったときの除去方法
加工条件を最適化してもドロスを完全にゼロにすることは困難です。発生してしまったドロスを除去する手段を知っておくことも、生産現場では重要です。
ただし、除去は最後の手段であり、まずは加工条件の最適化でドロス発生量を最小化することが基本姿勢です。
手作業による除去(グラインダー・スクレイパー等)
少量品や一品物の加工では、グラインダーやスクレイパー、ヤスリによる手作業での除去が一般的です。メリットは柔軟性が高いこと、デメリットは作業者の負担が大きく、品質にばらつきが出やすいことです。
バリ取り機による機械的除去
量産品では、バリ取り機(ブラシ研磨機、ベルトサンダー型など)を導入することで、工数を大幅に削減できます。ブラシ研磨機はバリ除去と同時にエッジをR面に仕上げることも可能で、後工程の品質を一段階高められます。
ドロス除去剤・付着防止剤の活用
加工前にワーク裏面へドロス除去剤・付着防止剤を塗布しておくことで、ドロスの付着を抑制する方法もあります。塗布工数とコストが追加で発生するため、品質向上の優先度が高い場合に限定して検討します。
まとめ
ファイバーレーザー切断で発生するドロスについて、その原因と対策を整理しました。
- ドロスは溶融金属の排出不良が根本原因であり、玉状・氷柱状という形状から原因を逆引きできる
- ドロス発生に関わる加工パラメータは、①アシストガス、②焦点位置、③切断速度、④出力・デューティ、⑤ノズル・光学部品の状態の5つ
- 材質(軟鋼・ステンレス・アルミ・メッキ鋼板)によって発生傾向と対策が異なるため、材質ごとの条件の作り込みが必要
- ドロスを完全にゼロにすることは熱加工の原理上困難だが、発生メカニズムを理解した条件最適化で大幅に低減できる
ドロスが増えたと感じたら、まずはその形状を観察してください。形状が原因を教えてくれます。そのうえで、パラメータを一つずつ変えて確認するという手順が、最も確実なトラブルシューティングの方法です。