金属切断設備の導入や更新を検討する際、候補に挙がることが多いのがファイバーレーザー切断機とプラズマ切断機です。
どちらも金属板の切断に広く使われていますが、切断の原理が異なるため、得意とする板厚や精度、コスト構造にも明確な違いがあります。
本記事では、両者の切断原理の違いから、精度・速度・コストなど5つの比較ポイント、板厚帯ごとの使い分けの目安まで、設備選定に必要な情報を整理して解説します。

ファイバーレーザー切断とプラズマ切断の基本原理
ファイバーレーザー切断機とプラズマ切断機は、どちらも熱エネルギーで金属を溶かして切断するという点では共通しています。しかし、熱を生み出す仕組みが根本的に異なります。ここでは、それぞれの切断原理を確認しておきましょう。
ファイバーレーザー切断の仕組み
ファイバーレーザー切断は、光ファイバーを媒質として生成した高出力のレーザー光を、レンズで極めて小さなスポット(直径0.1mm以下)に集光し、金属表面に照射して溶融・蒸発させる切断方式です。
切断時にはノズルからアシストガス(酸素や窒素など)を同時に吹き付け、溶融した金属を切断溝から吹き飛ばして除去します。ビーム径が非常に細いため、切断溝(カーフ)の幅が狭く、高精度な切断が可能です。
ファイバーレーザーは波長が約1μmと短く、金属への吸収効率が高い特長があります。このため、アルミや銅・真鍮といった高反射材の切断にも対応でき、CO2レーザーと比べて電気光変換効率も高いことから、消費電力を抑えやすいという利点もあります。レーザー加工機の種類や特徴について詳しくは「レーザー加工機の種類まとめ」の記事もあわせてご覧ください。
プラズマ切断の仕組み
プラズマ切断は、ノズル内で圧縮ガス(空気、酸素、窒素など)に電気アークを発生させ、ガスをイオン化して2万℃前後のプラズマ状態にし、その高温・高速のプラズマジェットで金属を溶融・吹き飛ばして切断する方式です。
プラズマアークは金属との間に電気回路を形成する必要があるため、切断できるのは導電性のある金属素材に限られます。一方で、電極とノズルの構造がシンプルで、厚い金属板でも比較的高速に切断できる点が大きな特長です。
CNC制御のプラズマ切断機であれば、切断経路をプログラムして自動運転が可能です。操作も比較的簡易で、特別な国家資格は不要ですが、労働安全衛生規則に基づく特別教育の受講が必要な点は押さえておく必要があります。
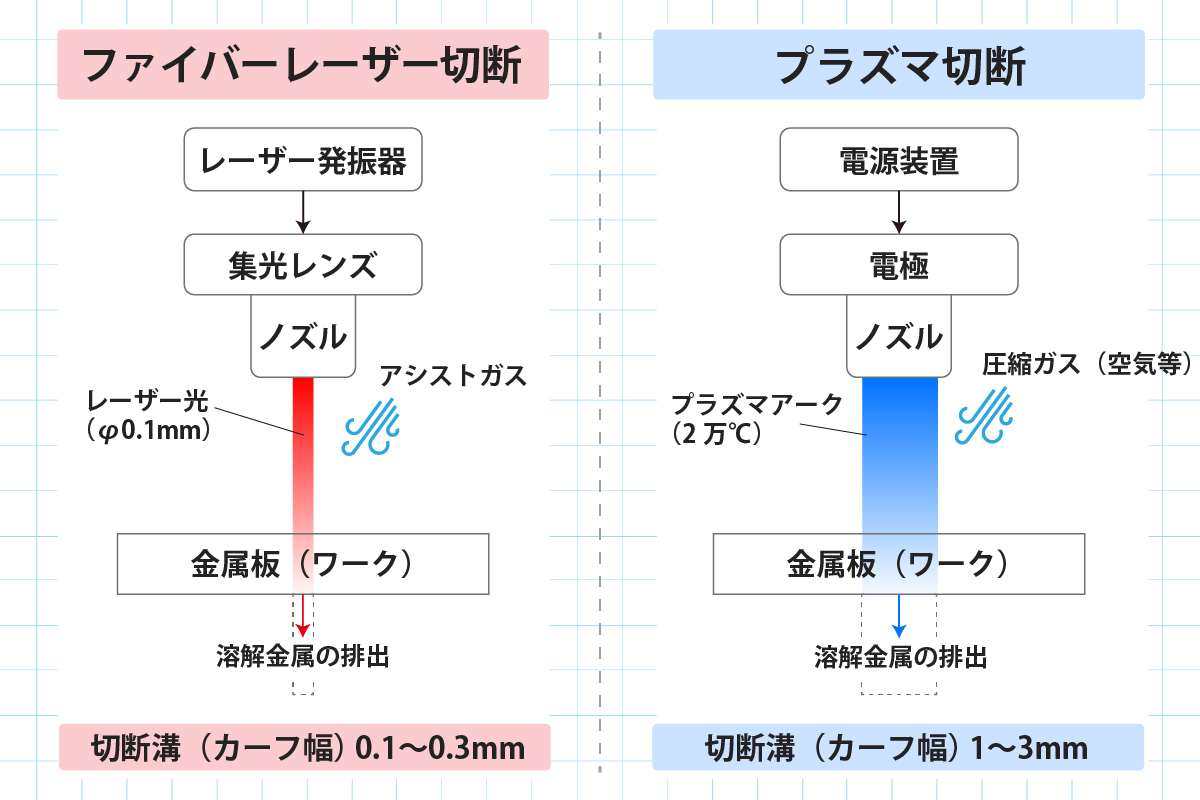
図1:ファイバーレーザー切断(左)はレーザー光の集光で溶融、プラズマ切断(右)はプラズマアークの高温で溶融して切断する
このように、レーザーは「光のエネルギーを極めて小さな点に集中させる」方式、プラズマは「電気的にイオン化した高温ガスの流れで広い面積を一気に溶かす」方式と、エネルギーの加え方が根本的に異なります。この違いが、精度・速度・コストなど各方面の特性差に直結しています。
5つの比較ポイントで見る両者の違い
ファイバーレーザー切断機とプラズマ切断機を比較する際、特に重要になるのが以下の5つの観点です。まず全体像を比較表で確認し、それぞれ詳しく見ていきましょう。
| 比較項目 | ファイバーレーザー切断 | プラズマ切断 |
| 切断精度(カーフ幅) | ◎ 高精度(0.1〜0.3mm) | △ やや粗い(1〜3mm) |
| 対応板厚 | 薄板〜中板が得意(一般的に〜20mm程度) | 中板〜厚板が得意(〜50mm以上も可能) |
| 切断速度(薄板) | ◎ 非常に高速 | ○ 高速だがレーザーには劣る |
| 切断速度(厚板) | △ 板厚が増すと速度低下 | ◎ 厚板でも高速を維持 |
| 対応素材 | 金属全般(高反射材含む) | 導電性金属のみ |
| 導入コスト | 高い | 比較的安い |
| 運用コスト(ランニングコスト) | 比較的安い(電力効率が高く、消耗品が少ない) | やや高い(電極・ノズルの消耗、電力消費大) |
| 切断面の品質 | ◎ 滑らかで後処理が少ない | ○ ドロスやテーパーが出やすい |
表1:ファイバーレーザー切断とプラズマ切断の主要項目比較(一般的な傾向)
①切断精度とカーフ幅
両者の精度差を最もわかりやすく示すのがカーフ幅(切断溝の幅)です。
ファイバーレーザーはビーム径が極めて細いため、カーフ幅は一般的に0.1〜0.3mm程度に収まります。微細な形状や小径の穴加工も高精度に行えるため、部品の寸法精度が厳しい用途に適しています。
一方、プラズマのカーフ幅は1〜3mm程度と、レーザーに比べて一桁大きくなります。また、プラズマアークの特性上、切断面にテーパー(傾斜)が生じやすく、精密な寸法が求められる部品では、切断後に二次加工が必要になるケースがあります。
なお、カーフ幅の違いは材料の歩留まり(素材の有効利用率)にも影響します。カーフ幅が狭いレーザーのほうが部品間のスキマを詰めてネスティング(板取り)できるため、同じ面積の板材からより多くの部品を取ることが可能です。大量に切断する場合は、材料費の差として無視できない影響が出ることもあります。
②対応板厚と切断速度
板厚と切断速度の関係は、両方式の使い分けを考えるうえで最も重要なポイントです。
薄板(〜6mm程度)の切断では、ファイバーレーザーが圧倒的に高速です。板厚が薄いほどレーザーの優位性は顕著で、1〜2mmの薄板であれば非常に高いスピードで切断できます。
しかし、板厚が増すにつれてレーザーの切断速度は低下します。これは、板厚が増えるほど溶融・蒸発させなければならない金属の体積が増え、ビームのエネルギーが厚み方向に分散してしまうためです。12mmを超える厚板の領域では、プラズマ切断のほうが速度面で有利になる傾向があります。特に20mm以上の厚板では、プラズマの高温・大出力を活かした高速切断が強みを発揮します。
ただし、近年はファイバーレーザーの高出力化が進み、数kW〜10kW以上の発振器を搭載した機種も登場しています。以前は「レーザーは厚板に弱い」と言われていましたが、出力次第では20mm以上の切断も技術的には可能になっています。とはいえ、高出力機は装置価格も高くなるため、コスト面も含めた総合判断が必要です。
③対応素材の範囲
対応素材の幅にも大きな違いがあります。
ファイバーレーザーは鉄(軟鋼)やステンレスはもちろん、アルミ、銅、真鍮といった高反射材の切断にも対応します。波長が短いため金属への吸収効率が高く、素材の選択肢が広い点が強みです。
プラズマ切断は、プラズマアークが金属との間に電気回路を形成して切断するため、導電性のある金属素材のみが対象となります。鉄やステンレス、アルミなどの主要な金属は切断可能ですが、樹脂や木材などの非金属は切断できません。ただし、金属切断という目的に限れば、実用上大きな制約とはならない場合も多いでしょう。なお、プラズマは板厚の大きいアルミやステンレスの切断にも安定して使えるため、厚板の非鉄金属加工ではレーザーよりコスト面で有利になることもあります。
また、プラズマ切断では使用するプラズマガスの種類(空気、酸素、窒素、アルゴンなど)によって切断品質や速度が変わるため、加工する素材に合ったガスの選定もポイントになります。たとえば、ステンレスやアルミの切断ではアルゴンや窒素系のガスを使うことで、切断面の酸化を抑えて品質を向上させることができます。
④導入コストと運用コスト
コスト構造は、両方式で対照的な特徴を持っています。
導入コスト(イニシャルコスト)では、一般的にプラズマ切断機のほうが安価です。ファイバーレーザー切断機は、高精度な光学系やレーザー発振器を搭載するため、装置価格が高くなる傾向があります。
一方、運用コスト(ランニングコスト)の面では、ファイバーレーザーが有利です。ファイバーレーザーはエネルギー変換効率が高く、電力消費を抑えられます。また、主な消耗品はノズルや保護ガラスなどに限られます。可動部品が少ないため故障リスクも低く、日常的なメンテナンスの負担が比較的軽い点もメリットです。
プラズマ切断機は電極やノズルの消耗が比較的早く、定期的な交換が必要です。特に高出力で厚板を連続切断する場合は消耗が早まるため、消耗品のストックと交換工数を運用計画に組み込んでおく必要があります。また、電力消費量もレーザーの2〜3倍になることがあるため、長期運用では電気代の差も無視できません。
このように、導入コストと運用コストの大小関係が逆転するため、「初期投資を抑えたいか、長期的なトータルコストを重視するか」という経営判断が選定に影響します。
⑤切断面の品質と後処理
切断面の品質は、後工程のコストに直結する重要な要素です。
ファイバーレーザーで切断した面は、一般的に滑らかでバリやドロス(溶融金属の付着物)が少ない仕上がりになります。特に薄板〜中板の範囲では、切断後の研磨やバリ取りといった後処理をほぼ省略できるケースも多く、トータルの加工工数を削減できます。後工程で溶接を行う場合も、切断面が滑らかであれば溶接品質が安定しやすいというメリットがあります。
プラズマ切断の場合、切断面にドロスやスラグ(溶融金属の残渣)が付着しやすく、除去作業が必要になることがあります。また、前述のとおり切断面にテーパーが生じる傾向があるため、高い直角度が求められる加工では注意が必要です。後工程でそのまま組立や溶接を行う場合は、バリ取りや面取りの工程を追加する必要があるため、その分の工数とコストを見込んでおく必要があります。
ただし、これらの品質差は使用する機械の性能やコンディション、加工条件の設定によっても変わります。最新のCNCプラズマ切断機では、切断面の品質が大幅に向上しているものもあります。
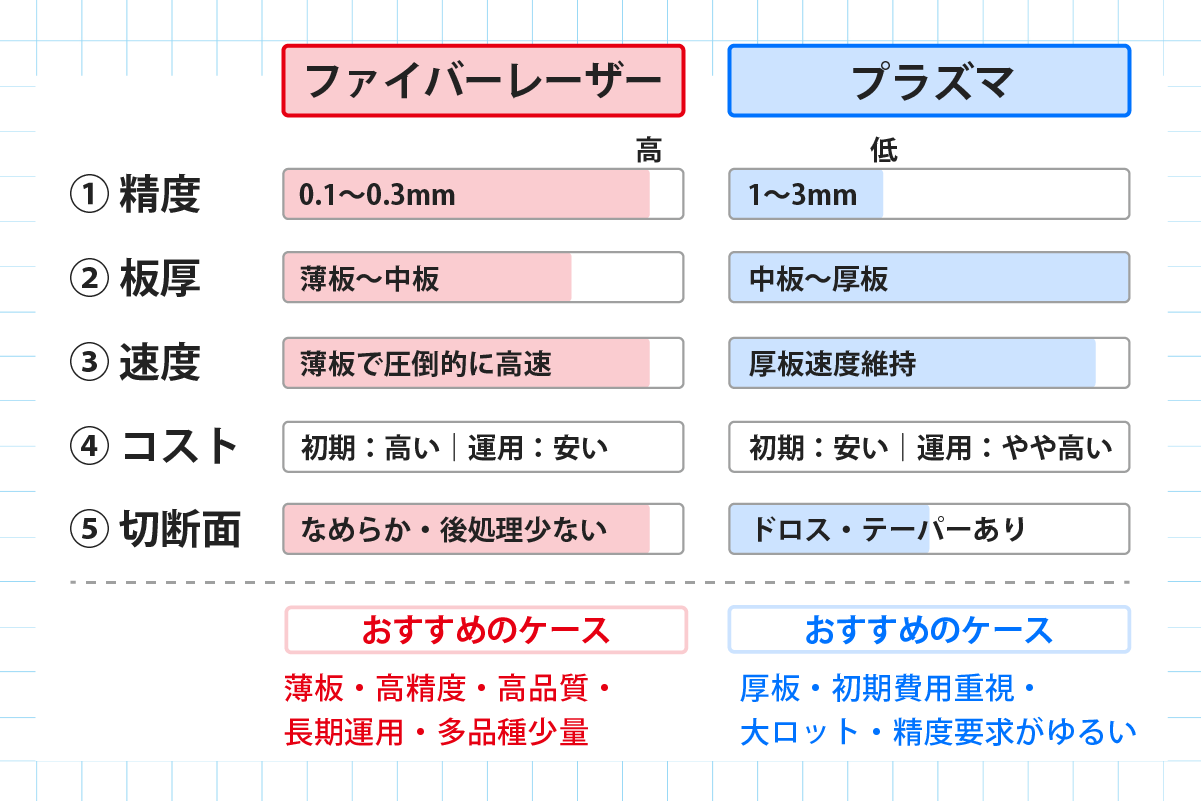
図2:5つの比較軸で見たファイバーレーザーとプラズマの特性の違い
板厚帯で考える使い分けの目安
ここまで5つの観点で比較してきましたが、実際の設備選定では「主にどのくらいの板厚を加工するか」が最大の判断基準になることが多いです。以下に、板厚帯ごとの一般的な傾向を整理します。
| 板厚帯 | 有利な方式 | 理由 |
| 薄板(〜6mm程度) | ファイバーレーザーが有利 | 切断速度・精度ともにレーザーが大きく優位。カーフ幅が狭く歩留まりも良い。熱影響が小さく歪みが出にくい |
| 中板(6〜12mm程度) | 用途次第で拮抗 | 精度重視ならレーザー、コスト重視ならプラズマ。切断速度はレーザー出力やプラズマ機の性能により拮抗する領域 |
| 厚板(12mm超) | プラズマが有利な場面が増える | プラズマは厚板でも切断速度を維持しやすい。レーザーで同等の厚板に対応するには高出力機が必要で、導入コストが大幅に上がる |
表2:板厚帯ごとの方式選定の一般的な傾向
もちろん、この分類はあくまで一般的な傾向です。レーザーの高出力化が進む中で「中板はレーザーで十分」という判断も増えてきています。逆に、精度要求がそれほど厳しくない厚板加工であれば、プラズマのコストパフォーマンスの高さが際立ちます。
重要なのは、自社で最も多い加工条件(素材・板厚・精度・ロットサイズ)を基準にして判断することです。たとえば、主な加工品が板厚3〜6mmの軟鋼部品で、寸法精度±0.3mm以内が求められるようなケースでは、ファイバーレーザーが適しています。一方、板厚15〜25mmの鉄骨部材を大量に切断する用途であれば、プラズマのほうが速度・コスト面で合理的な選択になるでしょう。
また、加工する板厚が幅広い場合(たとえば3mmの薄板と20mmの厚板の両方を扱うケースなど)は、どちらの板厚帯の生産比率が高いかを見極めることが大切です。すべての条件を1台でカバーしようとするよりも、主力の加工条件に最適化された設備を選ぶほうが、結果的にコストパフォーマンスは高くなります。
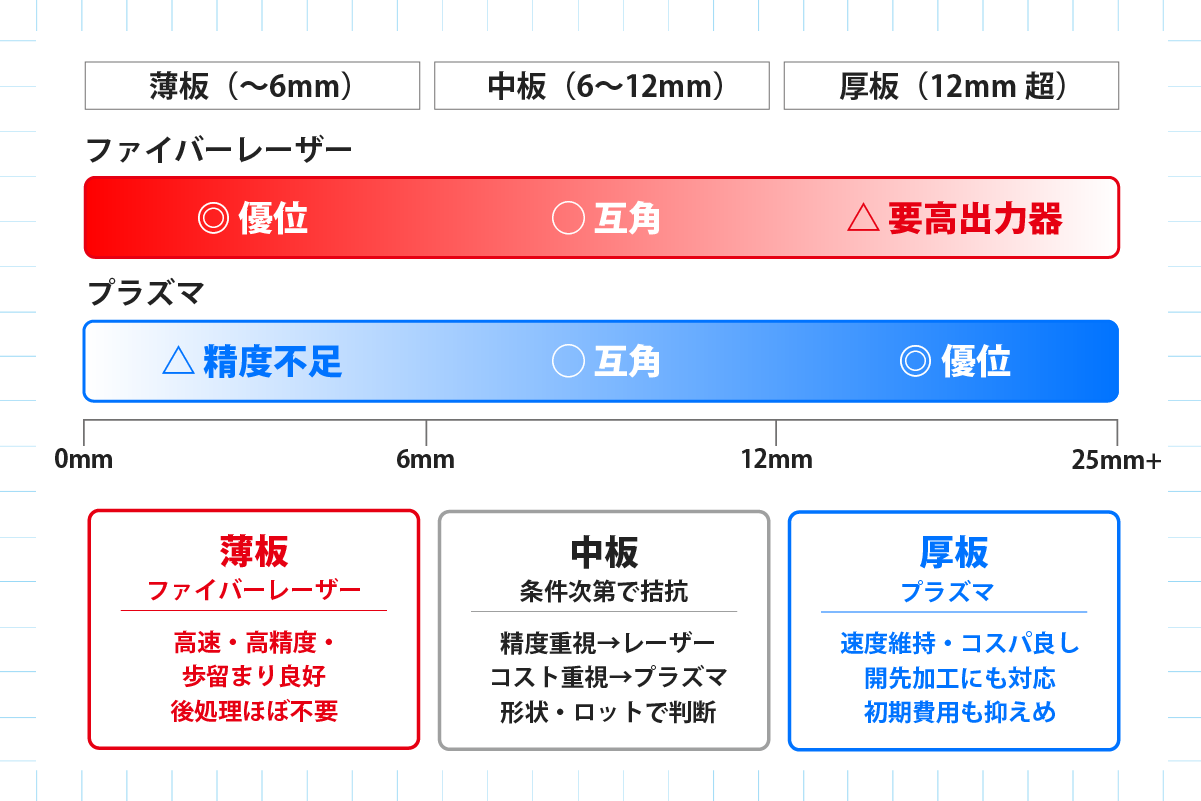
図3:板厚帯ごとの得意領域の目安。薄板はレーザー優位、厚板はプラズマ優位、中板は条件次第で拮抗する
導入時に確認したいチェックポイント
ファイバーレーザー切断機とプラズマ切断機のどちらを導入するか判断する際は、以下のポイントを事前に整理しておくと、選定がスムーズに進みます。
加工する素材と板厚の範囲: 最も頻繁に加工する素材と板厚帯を明確にしましょう。薄板中心ならレーザー、厚板中心ならプラズマが有力候補になります。複数の板厚帯にまたがる場合は、主力の加工条件を優先するのが基本です。
要求される切断精度: 切断後にそのまま溶接や組立に使うのか、二次加工(研磨・面取り等)を前提とするのかで、必要な精度水準が変わります。後処理を省きたい場合はレーザーの優位性が高まります。
生産量とタクトタイム: 大量生産で短いタクトタイムが求められる場合、薄板ならレーザーの速度が、厚板ならプラズマの速度がそれぞれ効いてきます。
設置スペースとインフラ: ファイバーレーザー切断機はレーザー光の安全対策として、パーテーションやエンクロージャーの設置が必要です。完全密閉型のエンクロージャーを設置すればクラス1への再分類が可能ですが、その分のスペースとコストがかかります。プラズマ切断機はヒュームや粉塵対策の集塵設備が重要になります。金属ヒュームは健康障害のおそれがあるため、十分な換気と集塵機の設置が不可欠です。どちらも200V電源が必要ですが、消費電力はレーザーのほうが一般的に少なくて済みます。レーザーの安全対策について詳しくは「レーザー保護具・安全対策」のページもご参照ください。
初期費用と長期的な運用コスト: 前述のとおり、導入コストはプラズマが安く、ランニングコストはレーザーが安い傾向にあります。3〜5年の運用期間で試算し、トータルコストで比較するのがおすすめです。
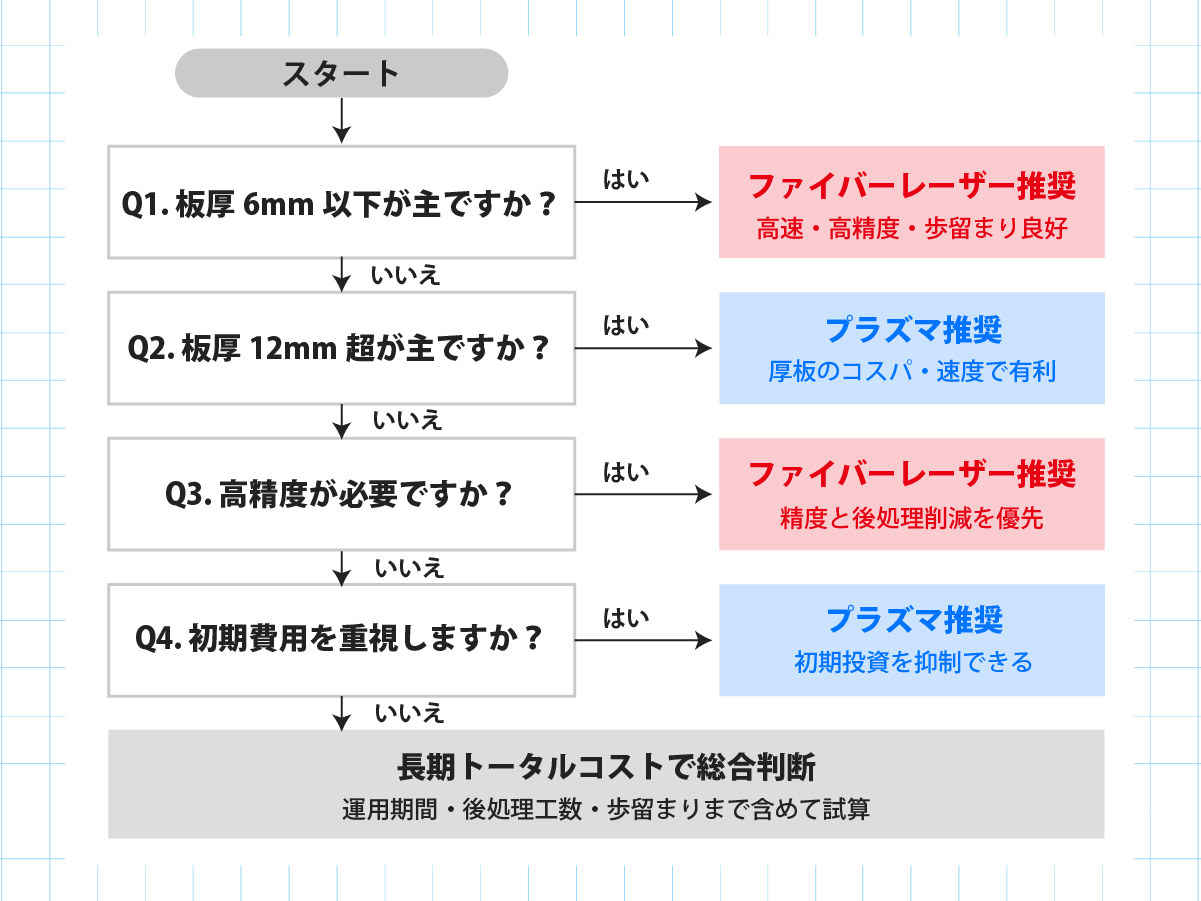
図4:切断機選定の際に確認すべき5つのチェックポイント
まとめ
ファイバーレーザー切断機とプラズマ切断機は、切断原理の違いから、精度・速度・コストなどあらゆる面で異なる特性を持っています。薄板の高精度切断にはファイバーレーザー、厚板のコスト効率の高い切断にはプラズマと、それぞれに明確な得意領域があります。
コスト面でも、導入時の初期費用ではプラズマが有利、長期的なランニングコストではレーザーが有利という対照的な構造を持つため、自社の投資方針や運用期間も判断材料に含める必要があります。
設備選定では「どちらが優れているか」ではなく、自社の主な加工条件(素材・板厚・精度・生産量)と照らし合わせて「どちらが自社の用途に合っているか」で判断することが大切です。可能であれば、導入前に実際の加工素材でテストカットを行い、切断面の品質や速度を確認してから最終判断することをおすすめします。本記事で整理した比較ポイントと板厚帯ごとの目安が、導入検討の参考になれば幸いです。