光を当てるだけで錆や塗膜が消え去り、その下の金属はきれいなまま残る。初めて見ると不思議に感じるこの現象は、偶然ではなく、物理学に裏打ちされた複数のメカニズムによって成り立っています。
本記事では、レーザークリーナーが母材を傷つけずに汚れだけを選択的に除去できる科学的な理由を、具体的な数値データを交えながら順を追って解説します。

この記事でわかること
レーザークリーナーとは
レーザークリーナーは、高エネルギーのレーザー光を金属表面に照射し、錆・塗膜・酸化スケールなどの付着物だけを除去する非接触の洗浄技術です。ブラシやメディアで物理的に「削る」のではなく、光のエネルギーで汚れを「蒸発させる」点が従来工法と根本的に異なります。
除去のプロセスには、主に3つの物理現象が関わっています。
熱的アブレーション(蒸発・昇華)
1つ目は熱的アブレーション(蒸発・昇華)です。レーザー光が付着物に吸収されると、表面温度が数千度に急上昇し、物質が固体から気体へ直接転移して飛散します。アブレーション(ablation)とは、レーザーの熱で物質が瞬時に蒸発・飛散する現象のことです。
光機械的効果(熱応力剥離)
2つ目は光機械的効果(熱応力剥離)です。レーザーによる急速な加熱は、付着物と母材の境界面に熱応力を発生させます。この応力が接着力を上回ると、付着物が機械的に剥がれ落ちます。多孔質でもろい錆層はこの効果で特に除去されやすい性質を持っています。
プラズマ衝撃波
3つ目はプラズマ衝撃波です。十分に高いエネルギーで照射すると、蒸発した物質がイオン化してプラズマを形成します。このプラズマが急速に膨張する際に衝撃波が生まれ、周囲の汚れに対してさらなる除去力を与えます。
これら3つの現象が同時に作用することで、効率的なクリーニングが実現されています。では、なぜこれらのメカニズムは母材には作用しないのでしょうか。その答えを、3つの科学的理由から順に説明します。
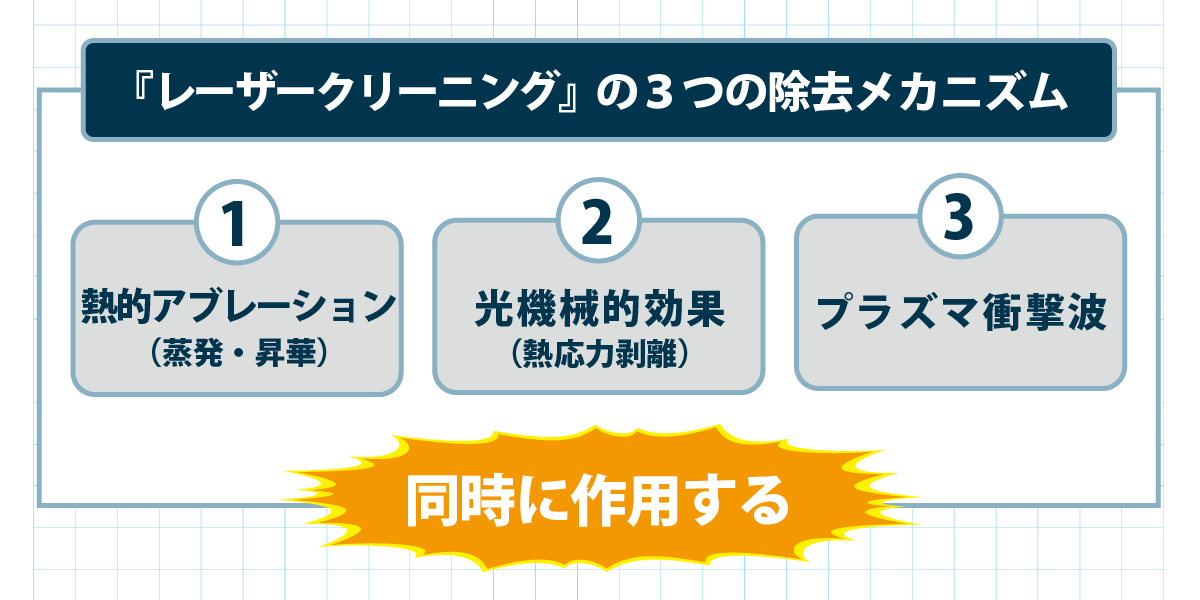
図1:レーザークリーニングの3つの除去メカニズム。熱的アブレーション・光機械的効果・プラズマ衝撃波が同時に作用する
母材を傷つけずに錆や塗膜だけを除去できる3つの理由
理由①:光の吸収率の差 ── 錆は光を吸収し、金属は反射する
夏場、黒い服は太陽の熱をよく吸収して暑くなる一方、白い服は光を反射するため涼しく感じます。レーザークリーナーが汚れだけを除去できる第一の理由は、これと同じ原理にあります。
産業用レーザークリーナーの多くは、波長1064nm(ナノメートル=10億分の1メートル。光の波長を表す単位)のファイバーレーザーを採用しています。この波長帯では、物質の種類によって光の吸収率に劇的な差が生まれます。
錆(酸化鉄)はこの波長のレーザー光を60〜95%も吸収します。塗膜も同様に約90%前後の高い吸収率を示します。一方、研磨された金属表面の吸収率は銅で約2〜8%、アルミニウムで約6%、ステンレス鋼でも約35%にとどまります。つまり、同じレーザー光を照射しても、錆は金属の6〜90倍ものエネルギーを受け取るのです。
この差が生まれる理由は、金属と酸化物の電子構造の違いにあります。金属は豊富な自由電子を持ち、入射した光の大部分を反射(再放射)します。電気伝導率が高い金属ほど反射率も高くなる傾向があります。一方、錆は半導体や絶縁体に近い性質を持ち、光のエネルギーを内部に取り込んで吸収します。
さらに、表面の粗さも吸収率に影響します。錆の表面は多孔質で細かな凹凸があるため、光が微小な空隙に入り込み、何度も反射を繰り返す間にエネルギーが吸収されます。この多重反射効果により、錆の実効吸収率は理論値をさらに上回ります。
波長1064nmが産業標準として選ばれている理由も、まさにこの吸収率の差にあります。この波長帯では、錆や酸化物が効率よく光を吸収する一方で、清浄な金属面の吸収率が相対的に低いという好ましいコントラストが得られるのです。
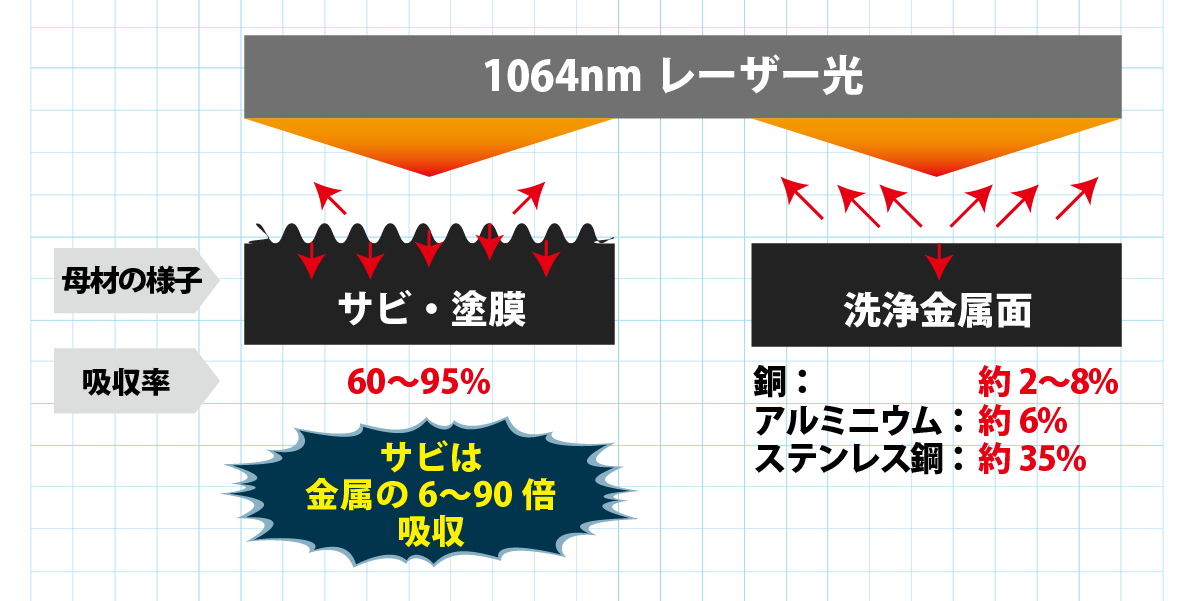
図2:1064nmレーザー光に対する吸収率の比較。錆・塗膜は60〜95%を吸収するのに対し、研磨金属面は2〜35%にとどまる
理由②:アブレーション閾値の差 ── 汚れと母材の「蒸発しやすさ」が桁違いに異なる
すべての物質には、蒸発が始まる最小のエネルギー密度があります。これをアブレーション閾値(しきいち)と呼びます。単位はJ/cm²(ジュール毎平方センチメートル=1cm²あたりに照射されるエネルギーの大きさを表す単位)で表されます。
この閾値は物質によって大きく異なり、レーザークリーニングの選択性を決定づける核心的な概念です。
この閾値の差が「加工窓」と呼ばれる安全な設定範囲を生み出します。
具体例で見てみましょう。アルミニウム合金上のエポキシ塗装を除去する場合、1064nmのナノ秒パルスレーザーの条件では、塗膜の除去閾値は約1.5 J/cm²であるのに対し、アルミニウムの損傷が始まる閾値は約2.8 J/cm²です。この2つの閾値の差である約1.3 J/cm²が加工窓にあたります。レーザーのエネルギー密度をこの範囲に設定すれば、塗膜だけが蒸発し、母材は傷つきません。
他の金属でも同様の閾値差が確認されています。チタンの閾値は約4.5 J/cm²、銅は約5.5 J/cm²であり、錆の閾値(1〜3 J/cm²)との間に十分な加工窓が確保されます。一般に、汚れ側の閾値が低く、金属母材側の閾値が高いため、この「窓」の中にレーザー出力を設定するという考え方は、素材の組み合わせが変わっても共通して成り立ちます。
では、なぜこれほど大きな閾値の差が生まれるのでしょうか。主な理由は2つあります。
1つ目は、結合強度と構造の違いです。金属は非常に強い金属結合で結ばれた緻密な結晶構造を持ち、融点は鋼で約1,500℃、銅で約1,085℃と高温です。一方、錆は多孔質でもろく、母材との接着も比較的弱い力に依存しています。塗膜やポリマーの熱分解温度は250〜540℃と、金属の融点よりはるかに低い値です。
2つ目は、熱伝導率の違いです。金属は吸収したエネルギーを内部に速やかに拡散させるため、表面温度が上がりにくい特性があります(この点は後のセクションで詳しく解説します)。

図3:アルミニウム合金上のエポキシ塗装を除去する場合の例。
レーザーのエネルギー密度を加工窓の範囲(1.5〜2.8 J/cm²)に設定すれば、塗膜だけが蒸発し、母材は傷つかない。
理由③:パルスレーザーによる入熱制御 ── 高いピークパワーと冷却インターバルの両立
レーザークリーナーの多くは、レーザー光を連続的に出すのではなく、極めて短い時間だけ強力なパルス(光の塊)として照射するパルスレーザーを採用しています。この方式が母材保護に決定的な役割を果たします。
パルスレーザーの最大の利点は、低い平均出力でも桁違いに高いピークパワーを実現できる点にあります。
具体的な数値で見てみましょう。平均出力100W、繰り返し周波数20kHz、パルス幅100ns(ナノ秒=10億分の1秒)のパルスレーザーの場合、1パルスあたりのエネルギーは5mJ、ピークパワーは50kWに達します。同じ平均出力100WのCW(Continuous Wave=連続波)レーザーは常に100Wを出力し続けるだけですから、ピークパワーの比は実に500対1になります。
この高いピークパワーにより、パルスレーザーは少ないエネルギーで汚れのアブレーション閾値を確実に超えることができます。そして、パルスとパルスの間には照射されない休止期間があるため、母材はその間に冷却されます。汚れを蒸発させる十分なピークパワーと、母材を冷やす時間の確保を同時に実現しているのです。
CWレーザーとの性能差は顕著です。ある比較研究では、パルス型ファイバーレーザーはCWレーザーに対して約7.7倍のクリーニング効率を達成し、かつ表面の粗さは元の金属面と同等に維持されたと報告されています。一方、CWレーザーでは基材表面に目に見える溶融が発生し、表面の粗さが元の約1.5倍に悪化しました。CWでは母材の表面温度が400℃以上に達するのに対し、パルスレーザーでは50〜96℃に抑えられたというデータもあります。
なお、パルス幅にはナノ秒(産業標準)、ピコ秒、フェムト秒などの選択肢があり、短いほど母材への熱影響は小さくなります。多くの産業用途では、コストと性能のバランスに優れたナノ秒パルスレーザーが最適な選択肢とされています。
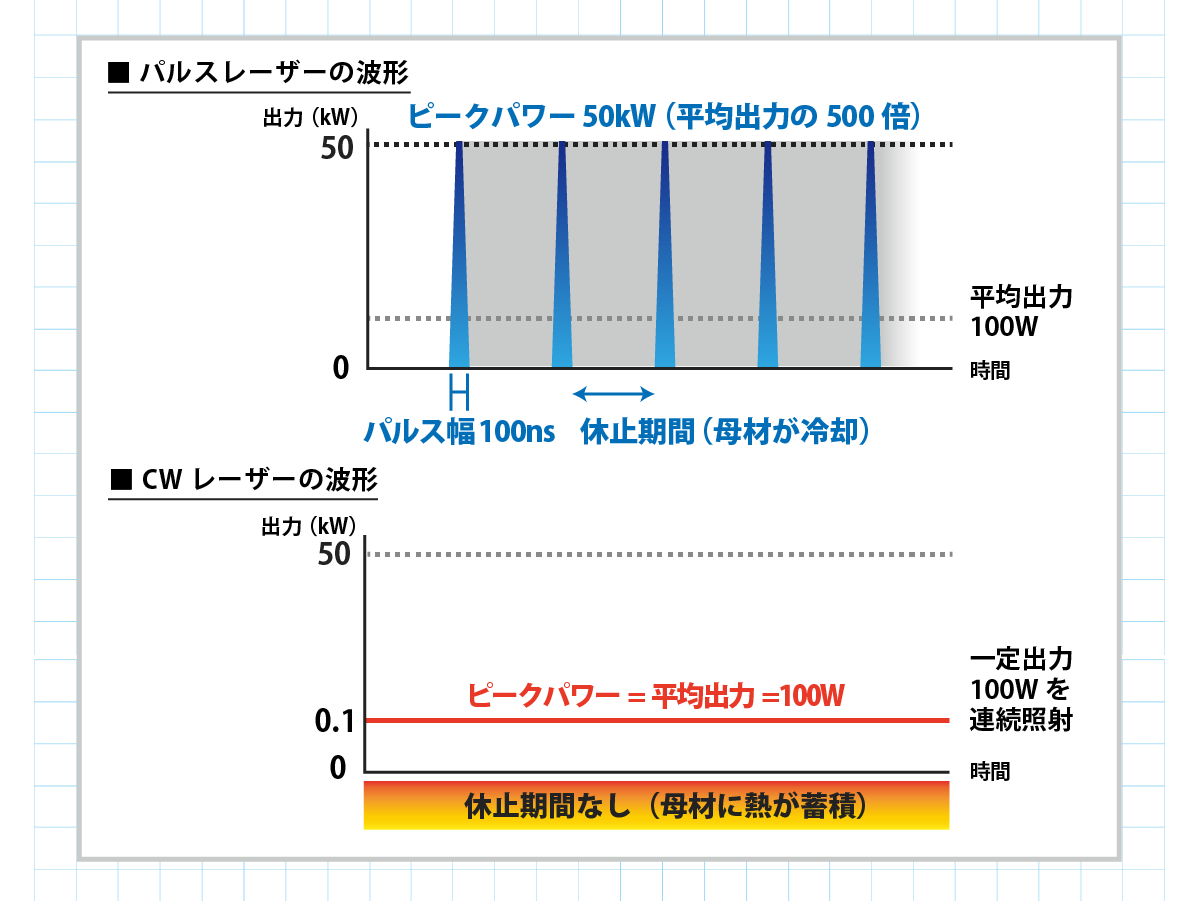
図4:パルスレーザーとCWレーザーの出力波形。パルスレーザーは高いピークパワーと冷却インターバルを両立する
3つのメカニズムが連動する「多重安全機構」
ここまで解説した3つの理由——吸収率の差、閾値の差、パルス制御——は、それぞれ単独でも母材保護に寄与しますが、実際にはこれらが同時に機能しています。さらに、2つの追加的なメカニズムがこの安全性をいっそう高めています。
自己制限フィードバック ── 清浄面が露出すると反射率が急上昇する
レーザークリーニングには、興味深い「自動停止」の仕組みが備わっています。
汚染層が除去されて清浄な金属面が露出すると、その表面の反射率が劇的に上昇します。暗い色の錆が光を吸収していた状態から、鏡のように光を反射する金属面に変わるためです。反射率が上がれば、レーザーエネルギーの吸収効率は自動的に低下し、母材へのエネルギー供給が大幅に減少します。
このフィードバック機構は、作業者が細かな出力調整をしなくても母材保護が実現される重要な安全装置として機能しています。いわば、汚れが取れた瞬間に、レーザーの効果が自動的にオフに近い状態になるのです。
熱伝導率の差が加えるもう一重の安全マージン
仮にレーザーエネルギーが母材表面に到達したとしても、金属にはもう一つの防御機構があります。それが熱伝導率の圧倒的な差です。
熱伝導率はW/m·K(ワット毎メートル毎ケルビン)という単位で表され、値が大きいほど熱を速く拡散できることを意味します。金属母材の熱伝導率は、鋼で約50 W/m·K、アルミニウムで約237 W/m·K、銅では約401 W/m·Kです。一方、酸化鉄スケールは約1.8〜2.4 W/m·K、ポリマー塗膜はわずか0.1〜0.3 W/m·Kしかありません。
この差は数十倍から数千倍に及びます。金属は吸収した熱を瞬時にバルク(内部)へ拡散させるため、表面温度がアブレーション閾値まで到達しにくいのです。一方、酸化物や塗膜は熱を局所に閉じ込めるため、わずかなエネルギーでも表面温度が急激に上昇し、蒸発に至ります。
このように、レーザークリーニングの選択性は、吸収率の差、閾値の差、パルス制御、自己制限フィードバック、熱伝導率の差という少なくとも5つの物理的要因が積層的に機能することで実現されています。一つの要因だけに頼るのではなく、複数の安全機構が互いに補強し合う多重構造になっている点が、この技術の信頼性を支えています。
図5:レーザークリーニングの選択性を支える5つの物理的要因。これらが積層的に機能し、堅牢な母材保護を実現する
従来のクリーニング方法との比較
レーザークリーニングの母材保護性能をより具体的に理解するために、代表的な従来工法との違いを確認しておきましょう。
サンドブラスト(メディアブラスト)
砂やセラミックスなどの研磨材(メディア)を高速で衝突させて汚れを除去する方法です。メディアは汚れと同時に母材にも衝突するため、母材表面の削れや変形が避けられません。除去対象が取り除かれた直後から母材への衝突が始まる構造的な課題があります。また、研磨材の飛散により作業範囲を密閉する必要があり、粉塵対策も求められます。
化学洗浄(薬品洗浄)
酸やアルカリなどの薬品で化学的に汚れを溶解する方法です。化学反応は汚れだけでなく母材にも作用する可能性があり、薬品の種類や濃度、浸漬時間の管理が不可欠です。加えて、廃液処理のコストと環境負荷が大きな課題です。有害化学物質の使用規制が年々厳しくなる中、代替手段を求める動きが強まっています。
手作業(ワイヤーブラシ・グラインダー)
ワイヤーブラシやグラインダーで物理的に汚れを削り取る方法です。作業者の技量によって仕上がりにばらつきが生じやすく、母材を削りすぎるリスクが常に存在します。精密部品や複雑な形状のワークでは適用が困難な場合もあります。作業時間も長く、広範囲の処理には向いていません。
これら従来工法に対し、レーザークリーニングは前述の多重安全機構により母材への影響を最小限に抑えられるほか、薬品やメディアを使用しないため廃棄物が発生せず、非接触で精密なクリーニングが可能です。
| 比較項目 | レーザークリーニング | サンドブラスト | 化学洗浄 | 手作業 |
|---|---|---|---|---|
| 母材への影響 | 極めて小さい | 削れ・変形のリスクあり | 薬品による腐食リスクあり | 削りすぎのリスクあり |
| 環境負荷 | 低い(廃棄物なし) | 粉塵・廃メディアが発生 | 廃液処理が必要 | 粉塵が発生 |
| 精度 | 高い(非接触・選択的除去) | 中程度 | 低い(反応の制御が難しい) | 作業者の技量に依存 |
| ランニングコスト | 電気代が中心 | メディアの消耗品コスト | 薬品・廃液処理コスト | 工具・人件費 |
レーザークリーニングが活用されている分野
レーザークリーニングの「母材を傷つけない」という特性は、さまざまな産業分野で活かされています。代表的な活用例を紹介します。
自動車産業では、溶接前の酸化膜・潤滑剤の除去や、タイヤ金型の樹脂残りの洗浄に活用されています。溶接前にレーザーで酸化膜を除去することで、溶接時のポロシティ(気孔)の発生を大幅に低減できます。
航空宇宙分野では、航空機の機体塗装の剥離にレーザークリーニングが導入されています。パルスレーザーが塗膜を蒸発させる一方、母材への熱伝達は49℃未満に制限されるため、機体の構造材にダメージを与えることなく塗装を全面剥離できます。
造船分野では、船体の錆除去において従来のサンドブラストに代わる手段として注目されています。有害廃棄物がゼロで、作業者の粉塵曝露リスクも排除できます。処理能力もサンドブラストの3〜6倍に達するとの報告があります。
文化財修復は、レーザークリーニングの精密さが最も活きる領域の一つです。石造建築や金属製の美術品に付着した汚損層だけを除去し、パティナ(歴史的な緑青層)を保存したままクリーニングできます。化学洗浄と異なり有毒な廃液を生まない点も、文化財の保存環境に適しています。
いずれの分野でも、「非接触」「母材を傷つけない」「環境負荷が低い」というレーザークリーニングの本質的な利点が評価されています。
まとめ
レーザークリーナーが母材を傷つけずに錆や塗膜だけを選択的に除去できる理由は、単一の原理ではなく、複数の物理的メカニズムの積み重ねにあります。
第一に、錆や塗膜はレーザー光の大部分を吸収するのに対し、金属はそのほとんどを反射するという吸収率の差。第二に、汚れの蒸発に必要なエネルギー密度が金属母材より桁違いに低いというアブレーション閾値の差。第三に、高いピークパワーと冷却インターバルを両立するパルスレーザーによる入熱制御。これら3つの科学的メカニズムを核に、清浄面露出時の自己制限フィードバックと金属の高い熱伝導率がさらに安全マージンを高めています。
こうした多重の安全機構が互いに補強し合うことで、レーザークリーニングは高い信頼性を持つ表面処理技術として、自動車、航空宇宙、造船、文化財修復など幅広い産業分野で採用が拡大しています。
smartDIYsのレーザークリーナー
当社では、用途に応じた3機種のレーザークリーナーを展開しています。
製品の詳細・価格は製品ページをご覧ください。